



















OPERATION
Fig. 21
2. Select the proper drill bit based on the hole size desired.
For large holes, drill a pilot hole first, using a smaller diameter
bit.
3. Select and set the recommended spindle speed. Refer to
“Changing Speeds” in the Adjustments section of this manual.
4. Set table assembly to desired height. Refer to “Adjusting
Table” Height in the Adjustments section.
5. If desired, set feed shaft at desired spindle depth. Refer to
“Adjusting Depth Gauge” in the Adjustments section.
6. Make sure the work table is free of all loose objects and
the bit is not in contact with the workpiece.
7. Plug electrical cord into power supply and turn switch ON.
Make sure spindle rotates freely.
8. Slowly lower drill bit into workpiece. Do not force the bit;
let the drill press do the work.
9. Once the hole is completed, allow the spindle to return to
its normal position. This will automatically raise the chuck
and bit.
If a large hole is needed, it’s a good idea to drill a smaller pilot
hole before drilling the final one. Your hole will be more
accurately positioned, rounder, and the bits will last longer.
If the hole is deeper than it is wide, back off occasionally to
clear the chips.
When drilling metal, lubricate the bit with oil to improve drilling
action and increase bit life.
As you increase the drill size, you may need to reduce the
spindle speed.
If drilling a through hole, make sure that the bit will not drill into
the table after moving through the workpiece.
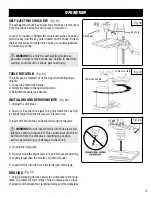
DRILLING TIPS
Clamp
Scrap wood
Workpiece
18
Summary of Contents for 10-INCH
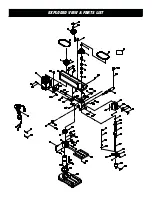
Page 23: ...EXPLODED VIEW PARTS LIST...







































































