




























G-3
1. Schließen Sie den Schlauch für die Hochdruckflüssigkeit am
Pistoleneingang fest an.
2. Schließen Sie den Luftschlauch fest an der Spritzpistole an.
3. Erhöhen Sie langsam die Luftzufuhr und bauen Sie einen
Flüssigkeitsdruck im unteren zulässigen Druckbereich der Pistole
auf. Ein typischer Flüssigkeitsdruck für den Anfang ist 250 psi.
Der tatsächliche Anfangsdruck kann über oder unter 250 psi lieg-
en und hängt davon ab, wie die Pumpe eingerichtet ist bzw. vom
Pumpentyp, dem Sprühmaterial und der Spritzpistole selbst.
4. Stellen Sie den Luftdruck mit dem Handrad für die Steuerung,
der sich am Luftregler befindet, auf null.
5. Um das Sprühmuster zu testen, besprühen Sie ein Stück Holz
oder Pappkarton zügig im Abstand von ca. 30 cm. Anhand dieses
Tests können Sie auf die Gleichmäßigkeit der Partikelgröße und
das Sprühmusters schließen.
6. Sollte das Sprühmuster einen nachlauf bilden oder
Ungleichmäßigkeiten aufweisen, müssen Sie den Luftdruck nach
Bedarf erhöhen, um so ein gleichmäßiges Sprühmuster zu erziel-
en. Der maximale Eingangsluftdruck für HVLP beträgt 14 psi
(max. 15 psi für HVLP mit Drehdüse) bzw. 20-40 psi für
TRAnS-TECH. Die HVLP-Flachspitzen- und Drehdüsen-
Luftkappen verwenden 8,3 SCFM Luft bei ihrem entsprech-
enden maximalen Einlassluftdruck. Die Trans-Tech
Flachspitzen- und Drehdüsen-Luftkappen verwenden 13
SCFM Luft bei 30 psi Einlassluftdruck. Die Luftzufuhr unter-
stützt die Zerstäubung für die Beschichtung.
7. Sobald die Sprühqualität in Ordnung ist, können Sie den
Sprühvorgang starten. Sollte die Sprühkapazität zu niedrig sein,
um mit der Geschwindigkeit der Fertigungsstraße Schritt zu
halten, oder nicht genügend Material für eine befriedigende
Beschichtungsqualität vorhanden sein, müssen Sie den
Flüssigkeitsdruck langsam in Schritten von 50 psi erhöhen.
Verwenden Sie dafür das Handrad für den Flüssigkeitsregler.
Bedenken Sie dabei jedoch, dass bei einer Erhöhung des
Flüssigkeitsdrucks mehr Luft benötigt wird, um nachlauf zu ver-
meiden.
Die Sprühkonsistenz innerhalb der Lackierer und ähnlicher
Lackierarbeiten kann erhöht werden, indem man eine Tabelle mit
Standarddruckwerten erstellt. Wiederholen Sie Schritt 6, bis die
benötige Materialbeschichtung und Auftraggeschwindigkeit erreicht
sind. Sollte der maximale Flüssigkeitsdruck bereits erreicht sein,
bevor die erforderliche Materialbeschichtung und
Auftraggeschwindigkeit erreicht sind, müssen Sie möglicherweise
eine größere Flüssigkeitsspitze wählen.
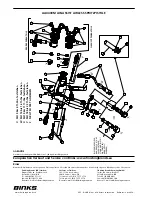
EInRIcHtEn DER LacKIERPIStoLE
abbildung 2
Handrad zum
Einstellen des
Lüfters
Bei Verwendung der
Drehdüsen-Luftkappe
dient der
Sprühmuster-
Stellknopf dazu,
Nachlauf im
Sprühmuster zu
vermeiden.
aUSWaHL DER fLÜSSIGKEItSSPItzE
Folgende Faktoren sollten Sie bei der Auswahl der
Flüssigkeitsspitze für Ihre Air-Assist Airless Spritzpistole
beachten: (1) die Größe der zu besprühenden Teile; (2) die
Geschwindigkeit der Fertigungsstraße; (3) die Flussrate des
Materials sowie die Schichtdicke; (4) die Viskosität des aufget-
ragenen Materials; (5) die Art des aufgetragenen Materials;
sowie (6) die Zerstäubungsqualität der erforderlichen
Beschichtung. Die geeignete Flüssigkeitsspitze für die jeweilige
Lackierarbeit wählen Sie am besten aus, indem Sie selber
Testen und dem fachlichen Rat Ihres Material- und
Gerätelieferanten folgen.
fLÜSSIGKEItSScHLÄUcHE
Folgende Faktoren sollten Sie bei der Auswahl der
Flüssigkeitsspitze für Ihre Air-Assist Airless Spritzpistole
beachten: (1) die Größe der zu besprühenden Teile; (2) die
Geschwindigkeit der Fertigungsstraße; (3) die Flussrate des
Materials sowie die Schichtdicke; (4) die Viskosität des aufgetra-
genen Materials; (5) die Art des aufgetragenen Materials; sowie
(6) die Zerstäubungsqualität der erforderlichen Beschichtung.
Die geeignete Flüssigkeitsspitze für die jeweilige Lackierarbeit
wählen Sie am besten aus, indem Sie selber Testen und dem
fachlichen Rat Ihres Material- und Gerätelieferanten folgen.
HInWEIs
für die Einstellung des Lüfters bei HVLP-Spritzpistolen benötigt man einen
Einlassluftdruck von max. 14 psi. (15 psi max. für HVLP-Drehdüse.) Bei tRanS-
tEcH-Spritzpistolen benötigt man für die Einstellung des Lüfters einen
Einlassdruck von ca. 20-40 psi. Um das Muster einstellen zu können, benötigt
man bei einem höheren flüssigkeitsdruck auch einen höheren Einlassluftdruck.
HInWEIs
Bevor Sie fortfahren, müssen Sie sich vergewissern, dass der abzug gesichert ist.
HInWEIs
Hängen Sie die Spritzpistole nie am abzug auf. Das kann zu Beschädigungen
der nadel oder zu fehlfunktionen führen.
Pumpe
Regler
Regler
Luft
Luft
Luft
Lackierpistole
Flüssigkeitsfilter
Flüssigkeit
Öl- und
Wasserabsaugsystem
abbildung 1
Lufteinlass
tYPIScHER anScHLUSS
Fan Muster Einstellung: Drehen gegen den Uhrzeigersinn zu
verringern Muster; im Uhrzeigersinn, um Muster zu erhöhen
(Abb. 2).
Spritzpistole







































































