























- 25 -
6. SCHWEISSEN: VERFAHRENSBESCHREIBUNG
- Befolgen Sie auf jeden Fall dei Angaben des Hersteller über
die Art der Elektrode, die richtige Polarität sowie den optimalen
Stromwert.
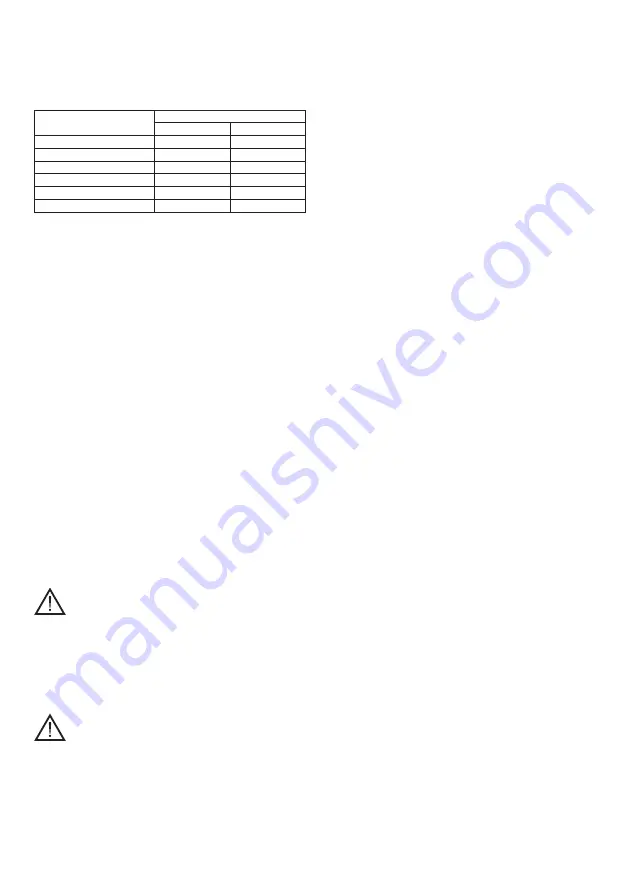
- Der Schweißstrom wird in Abhängigkeit zum Elektrodendurchmesser
und zum verwendeten Arbeitsstück bestimmt. In der Folge die
Stromwerte im Vergleich zum Durchmesser:
Ø Elektrodendurchmesser (mm)
Schweißstrom (A)
min.
max.
1.6
25
50
2
40
80
2.5
60
110
3.2
80
160
4
120
200
5
180
260
- Beachten Sie, daß bei gleichbleibendem Elektrodendurchmesser
höhere Stromwerte für Schweißarbeiten in der Ebene und niedere
Werte für Schweißen in der Vertikale oder über dem Kopf ver
wendet werden müssen.
- Die mechanischen Eigenschaften der Schweißnaht werden nicht
nur von der gewählten Stromstärke bestimmt, sondern auch
von den anderen Schweißparametern wie der Lichtbogenlänge,
der Ausführungsgeschwindigkeit und , dem Durchmesser und
der Güte der Elektroden (Elektroden werden am besten in den
entsprechenden Packungen oder Behältern aufbewahrt, wo sie vor
Feuchtigkeit geschützt sind).
Arbeitsvorgang
- Halten Sie sich die Maske VOR DAS GESICHT und reiben Sie die
Elektrodenspitze auf dem Werkstück so, als ob Sie ein Zündholz
anzünden. Das ist die korrekte Art, den Bogen zu zünden.
ACHTUNG: STECHEN SIE NICHT mit der Elektrode am
Werkstück herum, da sonst der Mantel der Elektrode beschädigt
werden könnte und damit das Entzünden des Bogens erschwert
wird.
- Sobald sich der Bogen entzündet hat, halten Sie die Elektrode in
dem Abstand, der dem Elektrodendurchmesser entspricht, vom
Werkstück entfernt. Halten Sie nun diesen Abstand so konstant
wie möglich während des Schweißens ein. Beachten Sie, daß der
Stellwinkel der Elektrode in Arbeitsrichtungungefähr 20-30 Grad
betragen soll
(Abb.G)
.
- Am Ende der Schweißnaht führen Sie die Elektrode leicht gegen
die Arbeitsrichtung zurück, um den Krater zu füllen. Dann heben
Sie ruckartig die Elektrode aus dem Schweißbad, um so den
Bogen auszulöschen.
ANSICHTEN DER SCHWEISSNAHT
Abb. H
7. WARTUNG
ACHTUNG! VOR BEGINN DER WARTUNGSARBEITEN
IST SICHERZUSTELLEN, DASS DIE SCHWEISSMASCHINE
AUSGESCHALTET UND VOM VERSORGUNGSNETZ GETRENNT
IST.
AUSSERORDENTLICHE WARTUNG
UNTER DIE AUSSERORDENTLICHE WARTUNG FALLENDE
TÄTIGKEITEN DÜRFEN AUSSCHLIESSLICH VON FACHLEUTEN
IM BEREICH DER ELEKTROMECHANIK UND NACH DER
TECHNISCHEN NORM IEC/EN 60974-4 AUSGEFÜHRT WERDEN.
VORSICHT!
BEVOR
DIE
TAFELN
DER
SCHWEISSMASCHINE ENTFERNT WERDEN, UM AUF IHR
INNERES ZUZUGREIFEN, IST SICHERZUSTELLEN, DASS SIE
ABGESCHALTET UND VOM VERSORGUNGSNETZ GETRENNT
IST.
Werden Kontrollen durchgeführt, während das Innere der
Schweißmaschine unter Spannung steht, besteht die Gefahr
eines schweren Stromschlages bei direktem Kontakt mit
spannungsführenden Teilen oder von Verletzungen beim
direkten Kontakt mit Bewegungselementen.
- Regelmäßig und in der Häufigkeit auf die Verwendungsweise und
die Staubentwicklung am Arbeitsort abgestimmt, muß das Innere
der Schweißmaschine inspiziert werden. Der Staub, der sich auf
Transformator, Reaktanz und Gleichrichter abgelagert hat, ist mit
trockener Druckluft abzublasen (max 10bar).
- Vermeiden Sie es, den Druckluftstrahl auf die elektronischen
Karten zu richten. Sie sind mit einer besonders weichen Bürste
oder geeigneten Lösungsmitteln bei Bedarf zu reinigen.
- Wenn Gelegenheit besteht, prüfen Sie, ob die elektrischen
Anschlüsse festsitzen und ob die Kabelisolierungen unversehrt
sind.
- Nach Beendigung dieser Arbeiten werden die Tafeln der
Schweißmaschine wieder angebracht und die Feststellschrauben
wieder vollständig angezogen.
- Vermeiden Sie unter allen Umständen, bei geöffneter
Schweißmaschine zu arbeiten.
- Nach Abschluss der Wartung oder Reparatur sind die
Anschlüsse und Verkabelungen wieder in den ursprünglichen
Zustand zu versetzen. Achten Sie darauf, dass diese nicht
mit beweglichen Teilen oder solchen Teilen in Berührung
kommen, die hohe Temperaturen erreichen können. Alle Leiter
wieder wie zuvor bündeln, wobei darauf zu achten ist, dass
die Hochspannungsanschlüsse des Primärtrafos von den
Niederspannungsanschlüssen der Sekundärtrafos getrennt
gehalten werden.
Verwenden Sie alle originalen Unterlegscheiben und Schrauben,
um das Gehäuse wieder zu schließen.
8. FEHLERSUCHE
FALLS DAS GERÄT UNBEFRIEDIGEND ARBEITET, SOLLTEN SIE,
BEVOR SIE EINE SYSTEMATISCHE PRÜFUNG VORNEHMEN
ODER SICH AN EIN SERVICEZENTRUM WENDEN FOLGENDES
BEACHTEN:
- Der Schweißstrom, der mittels Potentiometer reguliert wird, muß
an den Durchmesser und den Typ der Elektrode angepaßt werden.
- Wenn der Hauptschalter auf ON steht, die Korrekte Lampe
angeschaltet ist, wenn dem nicht so ist, liegt der Fehler normaler
weise an der Versorgungsleitung (Kabel, Stecker u/o Steckdose,
Sicherungen etc.).
- Der gelbe Led, der den Eingriff der thermischen Sicherheit der
Ober - und Unterspannung oder von einem Kurzschluss anzeigt,
nicht eingeschaltet ist.
- Sich versichern, dass das Verhältnis der nominalen Intermittenz
beachtet worden ist; im Fall des Eingriffs des thermischen
Schutzes auf die natürliche Abkühlung der Maschine warten und
die Funktion des Ventilators kontrollieren.
- Kontrollieren Sie die Leitungsspannung: Wenn der Wert zu hoch
oder zu niedrig ist, bleibt die Schweißmaschine ausgeschalte.
- Kontrollieren, dass kein Kurzschluss am Ausgang der Maschine
ist, in diesem Fall muss man die Störung beseitigen.
- Die Anschlusse an den Schweissstromkreis muessen korrekt
durchgefuehrt worden sein. Vorallem die massekabelklemme
sollte fest am Werkstruck befestigt sein und keine Isoliermaterialen
(z.B. Lack) dazwischen liegen.
- Das Schutzgas soll korrekt (Argon 99.5%)und in der richtigen
Menge verwendet werden.







































































