




















Rectifying faults
Customer checklist
099-004839-BOC01
10.11.2009
35
7 Rectifying
faults
All machines are subject to rigorous production checks and final checks. If despite this, anything fails to
work at any time, please check the machine using the following chart. If none of the fault rectification
procedures described leads to the correct functioning of the machine, please inform your authorised
dealer.
7.1 Customer
checklist
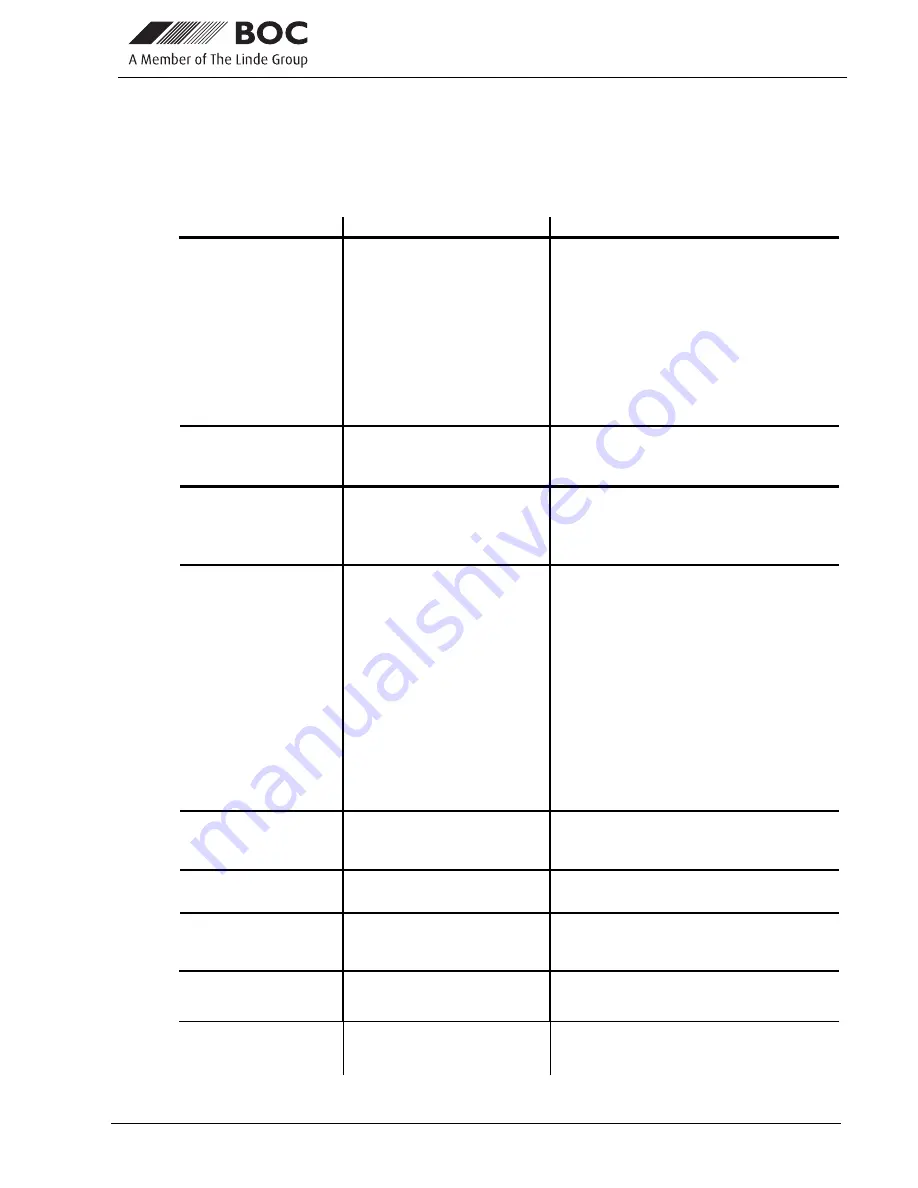
Error Possible
cause
Remedy
Spatter has blocked the
contact nozzle
Clean nozzle, spray on separating agent
Feed roller is slipping
Check contact pressure roller. Check for
wear and tear and replace if necessary
Wire feed motor is not turning
over
Check automatic cut-out on the wire feed
motor
Wire bent
Unfasten contact nozzle, cut off wire after
bent section
Wire coil brake too strong
Set coil brake correctly
No wire feed
Torch defective
Replace
Core or nozzle blocked
Clean, replace if necessary
Loop in wire
Tube package bent too much
Stretch out tube package
Wire feed coils blocked or
damaged
Clean, replace if necessary
Wire coil brake too strong
Set coil brake correctly
Wire feed irregular
Contact nozzle too small
Check, replace if necessary
Incorrect shielding gas setting
Correct: Rule of thumb "Wire diameter *10 =
flow in l/min"
Gas cylinder empty
Change
Electrode is projecting too far
forwards
Move torch closer to weld seam
Air current
Shield welding area
Poor wire quality
Use high quality wire, store in a dry and
clean location.
Very dirty workpiece
Clean workpiece first
Local overheating of the
workpiece
Include occasional pauses in welding to
allow the workpiece to cool down.
Weld seam porous
Gas line is drawing in air
Check seal tightness on lines, seal / replace
if necessary.
No mains voltage
Check the mains fuses, replace as
necessary
Machine will not switch
on
Power source faulty
Contact service
Blow effect
Connect workpiece line more appropriately
Strong spatter
No gas
Set gas quantity to match the application
Workpiece line has no or poor
contact
Check connection
No welding current
Power source overheating
Allow machine to cool down
Wire feed or gas valve
faulty
Electronic control
Check line connections, replace electronics
if necessary. Contact service
Unstable arc, heavy
"flickering".
Interference within the welding
current cable
Fully unroll welding current cables, torch
tube packages and, if applicable,
intermediate tube packages. Avoid loops!







































































