



























CS6140, CS6140B Series Turning machine
Instructions
10-1
10 Maintenance and care
10.1 Lubrication
In order to keep good operation and reduce wear, all running and sliding parts on the machine must be properly
lubricated periodically. So pay special attention to the following points.
a) Fill clean oil at regular intervals according to the lubrication chart.
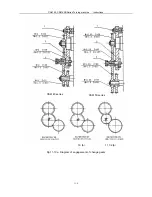
b) Each of headstock, apron and feeding case should be filled with oil up to the centered line of their oil
gauges. Take care that oil level should not be higher than the upper line of each gauge. Oil will overflow in that case.
So it is important to check oil level from time to time and keep it in correct position.
c) Because of serous wear on a new machine first change of oil both in headstock and apron should occur
ten days after using of machine and second change twenty days after, thereafter it is replaced every two or three
months in order to keep the headstock and apron clean all the time. After the waste is drained out the headstock
and apron must be washed with kerosene.
d) The filter in headstock and strings of wool on the machine must be cleaned every month. Dustproof
scrapers at ends of lower rails of carriage and that at left side of tailstock’
s bottom must be cleaned every week with
kerosene. Replace the felts when they are worn.
10.2 Operation
Pay attention to the following points when operat ing the machine.
a) After the main motor is started, the spindle is started only when the lube pump is confirmed in good
condition and sufficient oil is confirmed in the headstock.
b) Never change speed while the spindle is running at a high speed. Change it only when the spindle is
stopped. Feed rate is changed either when the spindle is stopped or running at a lower speed.
c) Before starting the spindle make sure that every gear-shifting lever is in a correct position to ensure good
engagement between gears.
d) When the brake fails to work repair it immediately. Never use the reversing friction clutch as a brake.
e) When operating any of the spindle control levers be sure to place it downward or upward completely.
Un-complete operation is not allowed for decreasing the speed during cutting.
10.3 Maintenance
In order to maintain the accuracy and service life of every part on the machine, take note of the following points.
a) Check and adjust the tension of V-belts periodically to maintain its service life.
b)
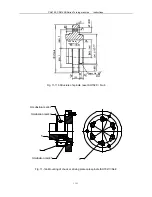
Clean any dirt or waste coolant deposited between the four-way tool post and its slide to keep
repeatability of the slide.
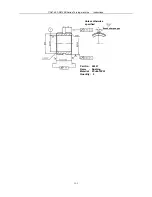
c) If the tailstock is used to support the workpiece for cutting, a Morse Taper No. 5 tang must be applied and
horizontally inserted into the hole of tailstock quill so that it engages with the stop dog, which can prevent the tang
from rotating and maintain the accuracy of the taper hole.
d) The lead screw is designed for cutting threads not for longitudinal feeding of work piece. Feeding might
affect the service life and accuracy of lead screw. Since the apron is driven directly by the lead screw when
threading the safety clutch in apron become useless. Take care to choose a proper depth of cut and a proper cutting
force Px not larger than 3500N.
e) Long and slender shaft-type work should be turned using a steady rest or follow rest. Lubricate the
bearing face of work before starting.
f) Be sure to stop the main motor prior to workpiece loading/unloading or before the operator leaves.
Summary of Contents for CS6140 Series
Page 16: ...CS6140 CS6140B Series Turning machine Instructions 4 3 Fig 4 2 Bearing location diagram ...
Page 31: ...CS6140 CS6140B Series Turning machine Instructions 6 2 Fig 6 1a Location of electrical parts ...
Page 33: ...CS6140 CS6140B Series Turning machine Instructions 6 4 Fig 6 2a Electric schematic diagram 1 ...
Page 34: ...CS6140 CS6140B Series Turning machine Instructions 6 5 Fig 6 2a Electric schematic diagram 2 ...
Page 48: ...CS6140 CS6140B Series Turning machine Instructions 10 2 ...























































