


















Order number
Brass, copper
,
bronze
Aluminium
Silumin
Cast iron up tp
300 N
/mm
2
plastic
Cast iron up to
18
0 N
/mm
2
Seel over
600 N
/mm
2
Frequency
Speed [rpm]
Seel up to
600 N
/mm
2
0 602 135 001 / ...004
0 602 135 101 / ...104
0 602 135 104
0 602 117 001 / ...004 / ...008
0 602 117 004
Cutting speed [m/min]:
200
300
200
300
2450
3700
1350
2000
0 602 120 101 / ...104 / ...107
0 602 120 104
0 602 121 101 /...104 / ...107
0 602 121 104
20 to 25
15 to 20
20 to 30
10 to 20
50 to 60
30 to 40
80 to 120
2 4 6 8 10 12 14 1618 20 2224
200
300
200
200
300
200
1350
2050
690
1000
1030
3300
200
200
200
200
300
300
1600
2400
900
1500
1500
2200
1. gear
2. gear
1. gear
2. gear
1. gear
2. gear
0 602 131 101 / ...104 / ...107
0 602 131 104
0 602 133 101 / ...104
0 602 133 107
0 602 133 104
0 602 134 101
200
300
510
760
0 602 119 001 / ...004 / ...008
0 602 119 004
200
200
300
300
216
512
328
775
1. gear
2. gear
1. gear
2. gear
Drill diameter (mm)
2 4 6 8 10 12 1416 18 20 2224 2 4 6 8 10 12 14 1618 20 2224 2 4 6 8 10 12 14 1618 20 2224 2 4 6 8 10 12 14 1618 20 2224 2 4 6 8 10 12 14 16 18 20 2224 2 4 6 8 10 12 14 1618 20 22 24
2 4 6 8 10 12 14 1618 20 2224 2 4 6 8 10 12 14 16 18 20 2224 2 4 6 8 10 12 14 16 18 20 2224 2 4 6 8 10 12 14 16 18 20 2224 2 4 6 8 10 12 14 16 18 20 2224 2 4 6 8 10 12 14 16 18 20 2224 2 4 6 8 10 12 14 16 18 20 22 24
2 4 6 8 10 12 14 1618 20 2224 2 4 6 8 10 12 14 16 18 20 2224 2 4 6 8 10 12 14 16 18 20 2224 2 4 6 8 10 12 14 16 18 20 2224 2 4 6 8 10 12 14 16 18 20 2224 2 4 6 8 10 12 14 16 18 20 2224 2 4 6 8 10 12 14 16 18 20 22 24
2 4 6 8 10 12 14 1618 20 2224 2 4 6 8 10 12 14 16 18 20 2224 2 4 6 8 10 12 14 16 18 20 2224 2 4 6 8 10 12 14 16 18 20 2224 2 4 6 8 10 12 14 16 18 20 2224 2 4 6 8 10 12 14 16 18 20 2224 2 4 6 8 10 12 14 16 18 20 22 24
2 4 6 8 10 12 14 1618 20 2224 2 4 6 8 10 12 14 16 18 20 2224 2 4 6 8 10 12 14 16 18 20 2224 2 4 6 8 10 12 14 16 18 20 2224 2 4 6 8 10 12 14 16 18 20 2224 2 4 6 8 10 12 14 16 18 20 2224 2 4 6 8 10 12 14 16 18 20 22 24
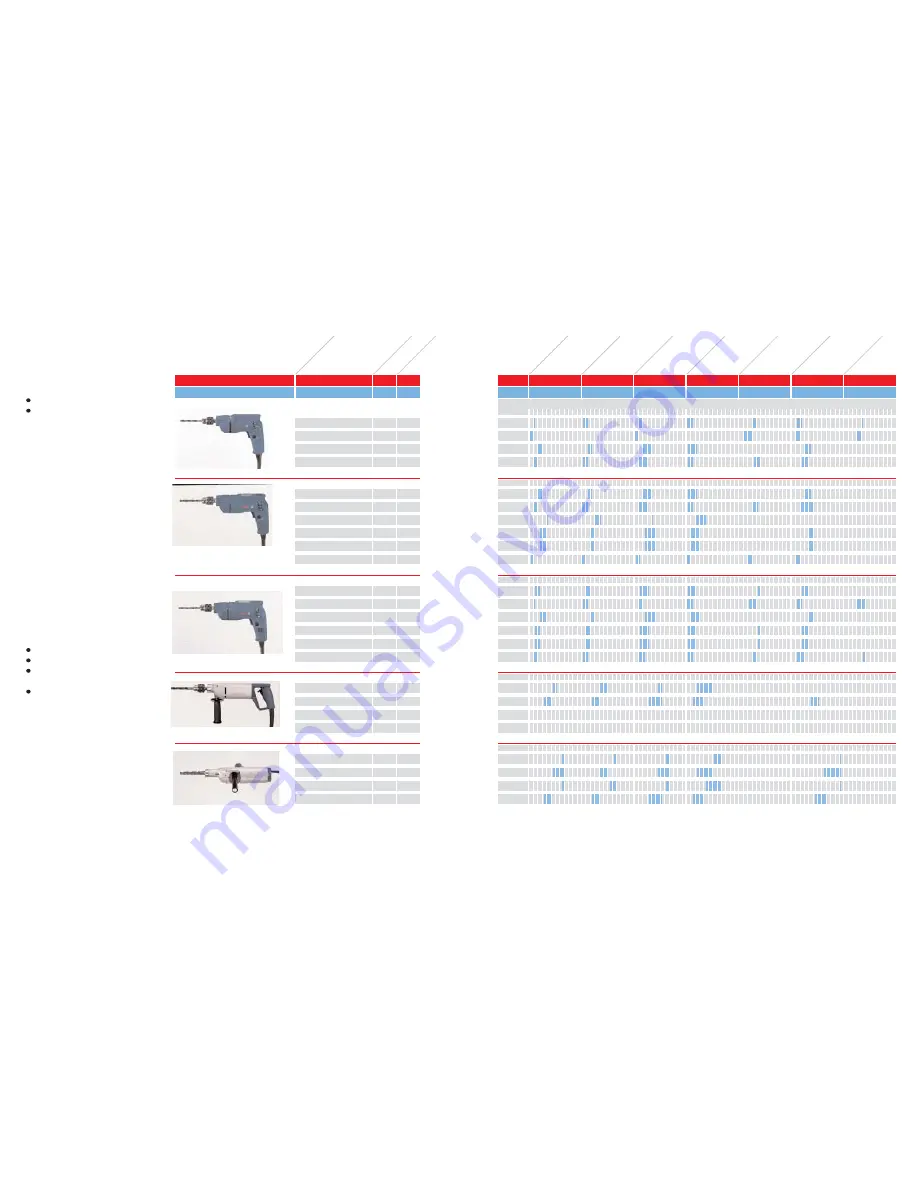
Selection of the right drill depends
mainly on the following two points:
drill bit diameter and
the recommended cutting speed
of the material to be processed.
In the table, the preferred bit sizes
are assigned to the individual drill
types for some common materials.
The table shows the drill bit sizes
with which the individual types are
able to reach the recommended
cutting speeds. However, the feed
of hand-held tools cannot be incre-
ased arbitrarily with increasing bit
diameter, since the necessary feed
force can no longer be applied. For
this reason, the maximum bit dia-
meters for steel and aluminium
are allocated to the individual types
on page 6. These maximum diame-
ters were determined by tests, un-
like the information in the table. In
order to achieve a sufficient cutting
speed with normal hand pressure,
some materials should be predrilled
for the following bit diameters:
steel up to 600 N/mm
2
as of 8 mm
steel up to 600 N/mm
2
as of 6 mm
cast iron up to 180 N/mm
2
as of
10 mm
cast iron up to 300 N/mm
2
as of
8 mm
Note: If only one bit diameter is
specified in the table, it refers to
the lower limit of the recommen-
ded cutting speed. If nothing is
specified, the recommended bit
diameter is outside the clamping
range of the standard chuck.
SELECTION GUIDE FOR DRILLS.
6
7
Summary of Contents for 1375-01
Page 7: ...12 GRINDERS ...
Page 30: ...59 58 ACCESSORIES ...







































































