




























178
Bosch Rexroth AG
| Tightening Technology
3 608 878 300
System 350
| 3 608 878 300/2019-03
5.6
SE timing diagrams
This section shows several process examples and the relevant PLC signals in chronological sequence.
As Rexroth tightening systems are used in a wide variety of control environments, it cannot be guaranteed
that the PLC signals are always available at defined times, e.g. CyCmp. Delays may be influenced e.g. by
data outputs and their settings at the interfaces.
PLC signal status is described as follows:
PLC signal conditions on referencing of the open position
and in the tightening process with
are described as follows:
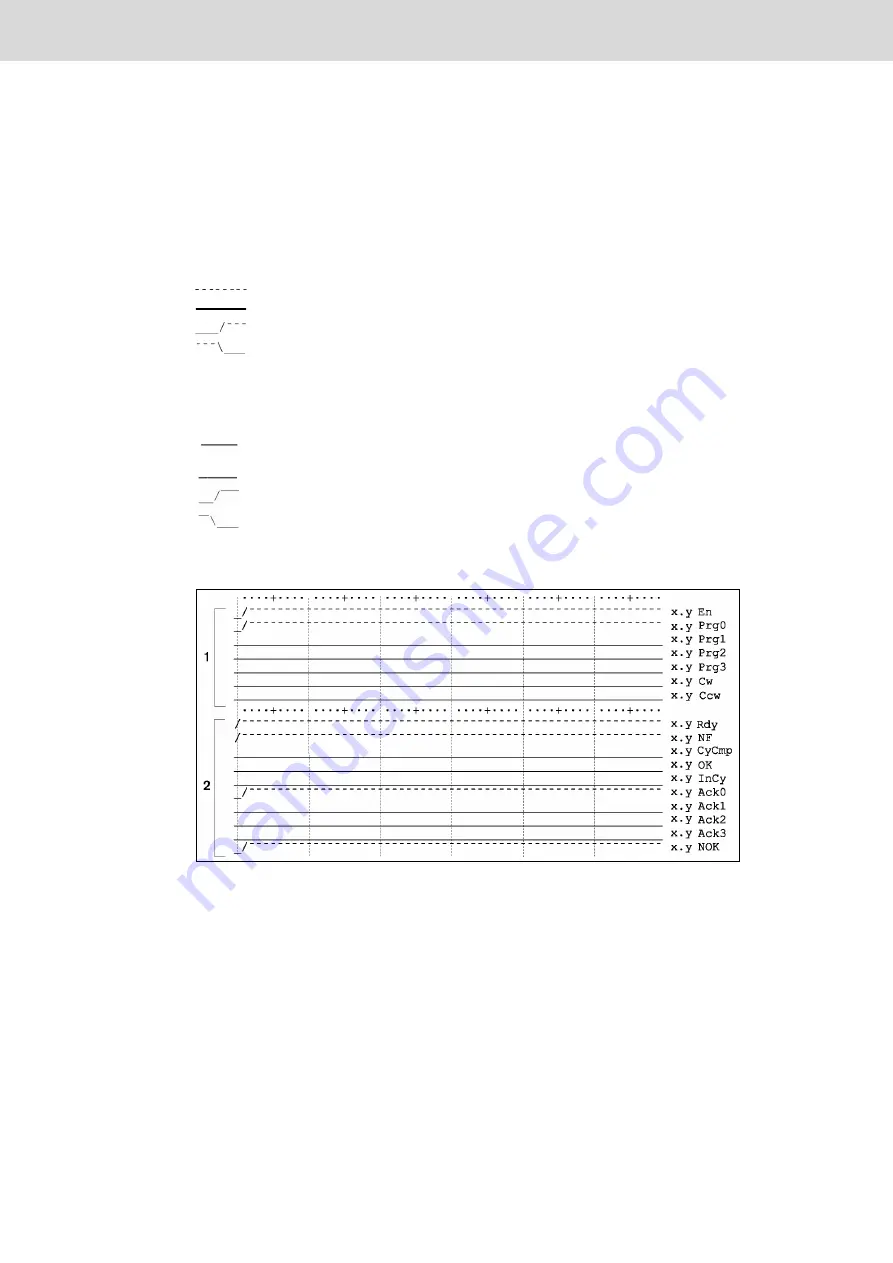
5.6.1
Switching on the tightening controller
(1)
Input,
(2)
Output
Signal = "high"
Signal = "Low"
Signal change from "low" to "high"
Signal change from "high" to "low"
Signal = "high"
Signal = "Low"
Signal change from "low" to "high"
Signal change from "high" to "low"
Summary of Contents for Rexroth Tightening System 350
Page 4: ...4 641 Bosch Rexroth AG Schraubtechnik System 350 3 608 878 300 2019 03 ...
Page 120: ...120 641 Bosch Rexroth AG Tightening Technology 3 608 878 300 System 350 3 608 878 300 2019 03 ...
Page 194: ...194 641 Bosch Rexroth AG Tightening Technology 3 608 878 300 System 350 3 608 878 300 2019 03 ...
Page 638: ...638 641 Bosch Rexroth AG Tightening Technology 3 608 878 300 System 350 3 608 878 300 2019 03 ...







































































