




























172
Bosch Rexroth AG
| Tightening Technology
3 608 878 300
System 350
| 3 608 878 300/2019-03
5.5
Tightening controller
5.5.1
PLC signals from the tightening controller
PLC signals are used by a PLC to control a tightening cell.
Compact System
In the compact system, this is realized via interface modules. Signals are assigned to the IM24V pins in
the PLC assignment table. When using field buses, the signals are not assigned to physical pins but to
specific byte points in the data module.
Modular System
In a modular system, the PLC communicates with the KE via the interface modules. The KE forwards the
PLC signals to the tightening controllers using the system-internal bus.
Where SE352M controllers are concerned (while using the IM24V module), PLC-signals can be
assigned to the IM24V pins, as is the case with the compact system.
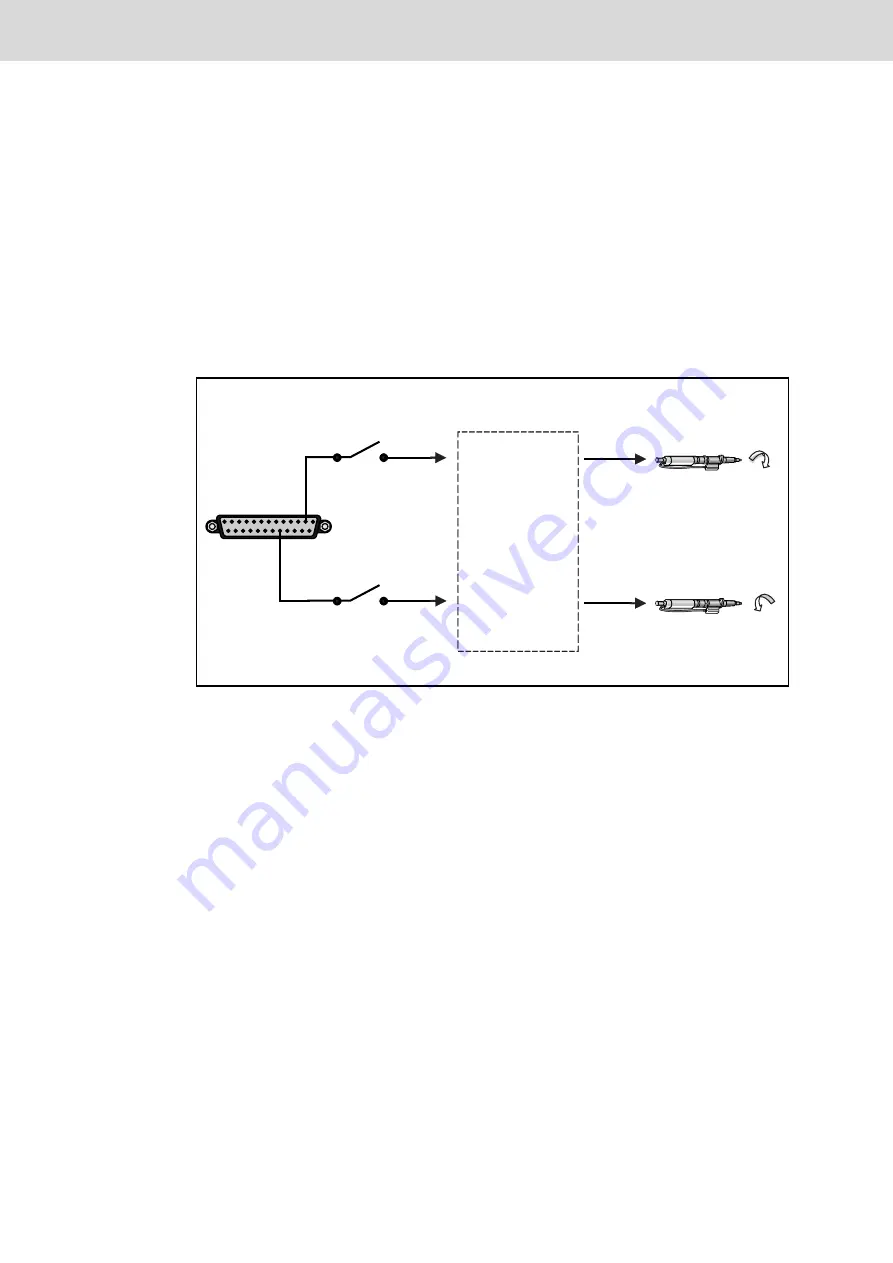
Fig. 5–4:
Example of PLC signal assignment
The inputs and outputs are allocated to the two channels in a fixed assignment:
•
First channel: E1 -E5 and A1- A6
•
Second channel: E6–E10 and A7–A12 (the
PLC assignment table
of the BS350 shows them as
E1–E5 and A1–A6)
•
Output A13 remains unused
If the SE352M is operated in
SE 1-channel mode
, The aforementioned number of inputs and outputs is
available for one channel. The first channel has no access to the remaining inputs (5) and outputs (6) of
the second channel as well as the unused output A13.
In their chronological order, the PLC signals are interlinked with the tightening process or tightening
application.
A PLC assignment table, which lists the assignment of the PLC signals to the inputs and outputs, can be
created using the BS350 operating system. Information on the programming of the assignment tables can
be found in section
Description of all PLC signals
The following tables provide an overview of the PLC signals for the tightening process on the tightening
controller:
•
Table
for the input signals
•
Table
for the output signals
The order of the signals in the tables corresponds to the order of the signals in the PLC assignment table.
1
25
13
14
E2 = Cw
E9 = Ccw
PLC assignment table
Pin 2 = Input E2
Pin 18 = Input E9
Summary of Contents for Rexroth Tightening System 350
Page 4: ...4 641 Bosch Rexroth AG Schraubtechnik System 350 3 608 878 300 2019 03 ...
Page 120: ...120 641 Bosch Rexroth AG Tightening Technology 3 608 878 300 System 350 3 608 878 300 2019 03 ...
Page 194: ...194 641 Bosch Rexroth AG Tightening Technology 3 608 878 300 System 350 3 608 878 300 2019 03 ...
Page 638: ...638 641 Bosch Rexroth AG Tightening Technology 3 608 878 300 System 350 3 608 878 300 2019 03 ...







































































