



























INSTALLATION AND ADJUSTMENT
- 10 -
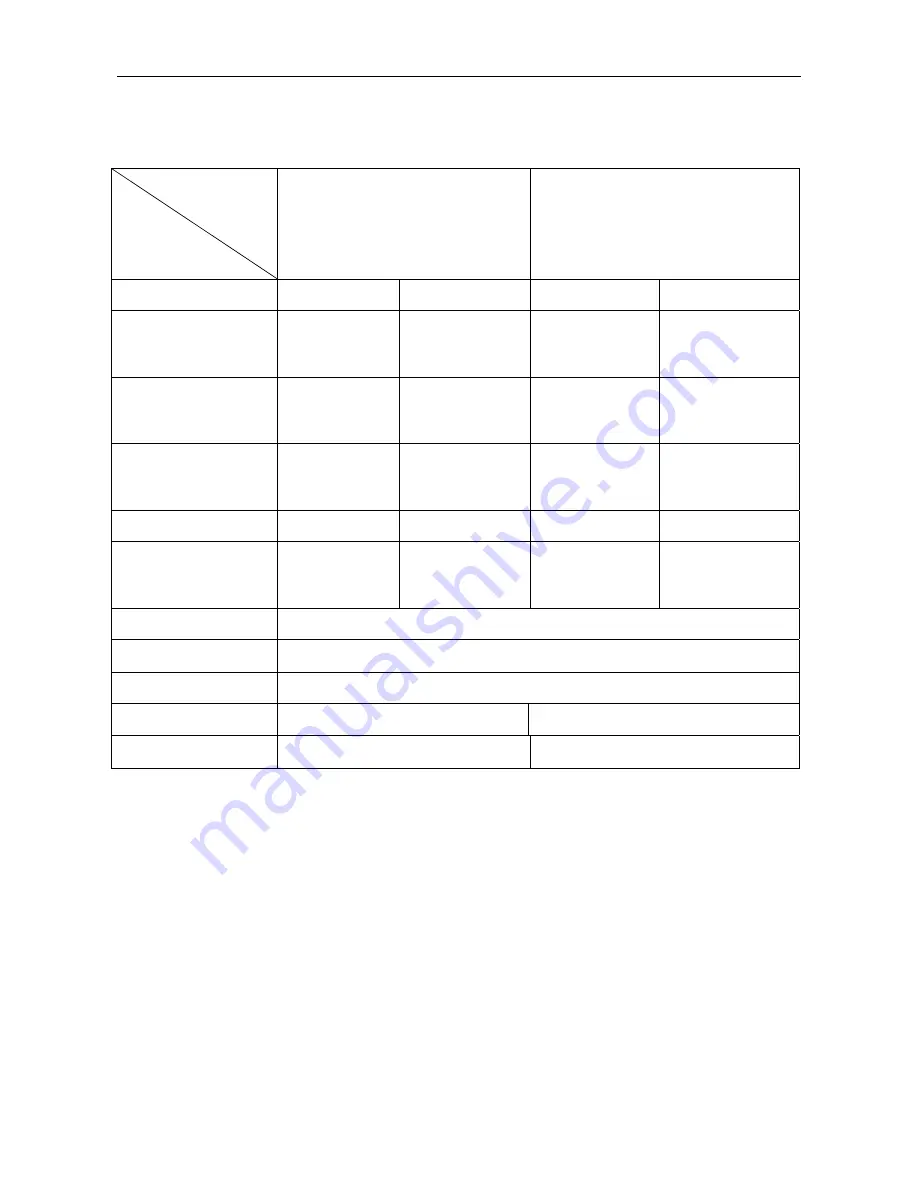
3 Installation and Adjustment
3.1 Parameters
Model
Parameters
MultiMIG200PFC
MST X250 PFC
Input Voltage
(
V
)
1-110
±10%
1-220
±10%
1-110
±10%
1-220
±10%
Input Current
(
A
)
MIG 31.7
MMA 32
TIG 19
MIG 26
MMA 30
TIG 19.5
MIG 43
MMA 37
TIG 32
MIG 43
MMA 44
TIG 36
Input Power
(
KW
)
MIG 3.4
MMA 3.5
TIG 2.1
MIG 5.7
MMA 6.6
TIG 4.2
MIG 4.7
MMA 4.0
TIG 3.5
MIG 9.4
MMA 9.6
TIG 7.9
Welding Current
(
A
)
MIG 40-140
MMA 10-110
TIG 10-150
MIG 40-200
MMA 10-200
TIG 10-200
MIG 40-160
MMA 10-130
TIG 10-130
MIG 40-250
MMA 10-250
TIG 10-250
No-load Voltage
(
V
)
66
66
66
66
Duty cycle
(
4
0℃)
MIG 140A30%
MMA 110A30%
TIG 150A40%
MIG 200A30%
MMA 200A25%
TIG 200A35%
MIG 160A35%
MMA 130A30%
TIG 140A35%
MIG 250A35%
MMA 250A30%
TIG 250A35%
Diameter(mm)
Fe
:
0.6
、
0.8
、
0.9
、
1.0
、
1.2 Ss 0.8
、
0.9
、
1.0
、
1.2
Protection class
IP23
Insulation class
H
Dimensions
(
mm
)
550*214*395
635*240*430
Weight
(
Kg
)
12.5
25
Note: The above parameters are subject to change with the improvement of machines.
3.2 Duty cycle and Over-heat
The letter “X” stands for the duty cycle, which is defined as the proportion of the time that a
machine can work continuously within a certain time (10 minutes). The rated duty cycle means
the proportion of the time that a machine can work continuously within 10 minutes when it
outputs the rated welding current.
The relation between the duty cycle “X” and the output welding current “I” is shown as the
right figure.







































































