
















MAINTENANCE AND TROUBLESHOOTING
- 23 -
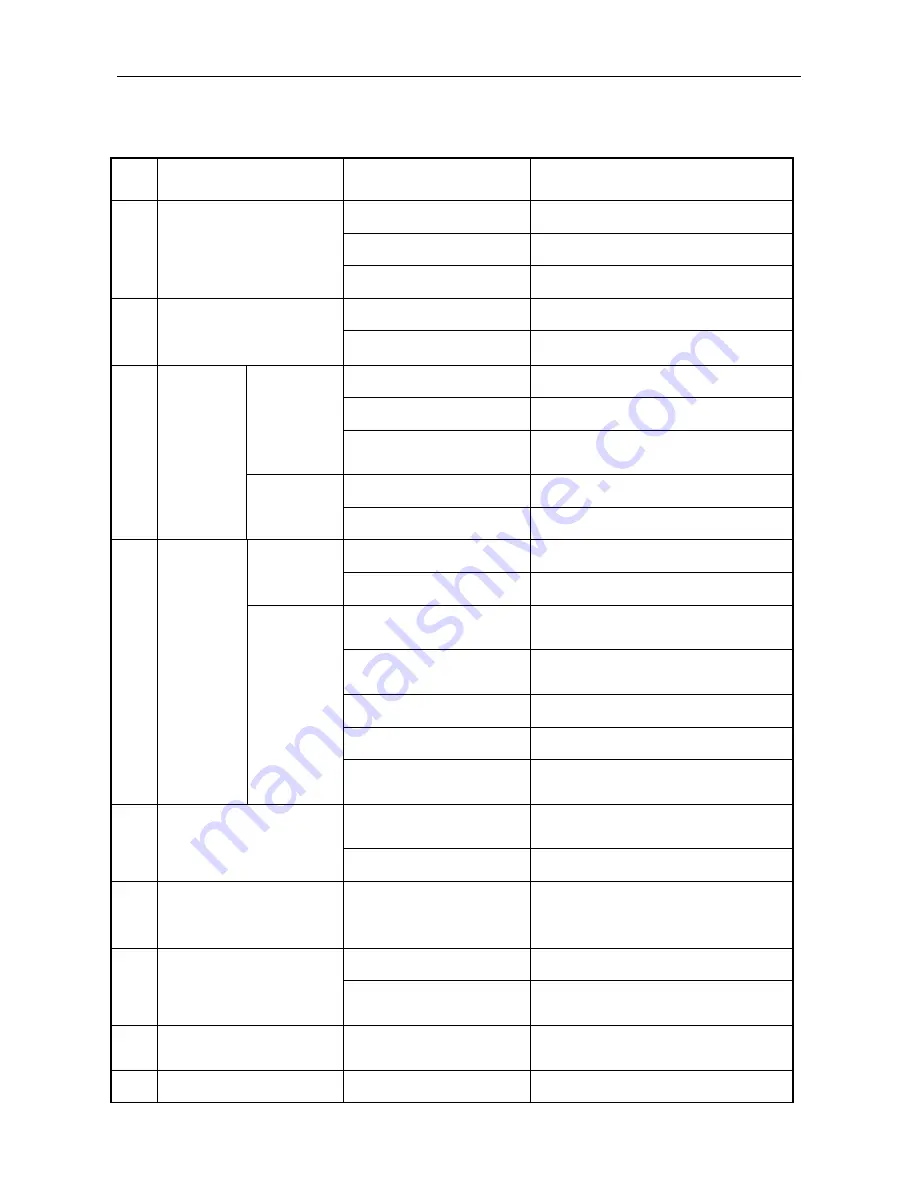
If there are some simple troubles of MIG SERIES welding machine, you can consult the
following
Chart:
NO. Troubles
Reasons
Solution
1
Close the breaker, but the
power light isn’t on
Breaker damaged
Change it
Fuse damaged
Change it
Power damaged
Change it
2
After welding machine is
over-heat, the fan doesn’t
work
Fan damaged
Change it
The cable is loosen
Screw the cable tightly
3
Press the
gun switch,
no output
shielded gas
No output
gas when test
gas
No gas in the gas cylinder
Change it
Gas pipe leaks gas
Change it
Electromagnetic valve
damaged
Change it
Output gas
when test gas
Control switch damaged
Repair the switch
Control circuit damaged
Check the board
4
Wire-feeder
doesn’t
work
Wire reel
doesn’t work
Motor damaged
Check and change it
Control circuit damaged
Check the board
Wire reel
works
The press wheel is loosen or
weld wire skids
Press it tightly again
The wheel doesn’t fit with
the diameter of weld wire
Change the wheel
Wire reel damaged
Change it
Wire feed pipe is jammed
Repair or change it
Tip is jammed because of
splash
Repair or change it
5
No striking arc and no
output voltage
Output cable is connected
mistakenly, or loosen
Screw it down or change it
Control circuit damaged
Check the circuit
6
Welding stops, and alarm
light is on
Machine has self-protection
Check over-voltage, over-current,
over-temperature, lower-voltage and
over-temperature, and solve it
7
Welding current is run away
and can be not controlled
The potentiometer damaged
Check or change it
The control circuit
damaged
Check the circuit
8
The crater current can be not
adjusted
The PCB damaged
Check it
9
No post-gas
The PCB damaged
Check it







































































