





























Document: SLSA-MIP-5-4-0-US
Date of Issue: 05/2016
Revision: -
15-19
15.7
Torque moments
Unless otherwise prescribed, the torque moments shown in the following table can be used.
When tightening follow several rules:
Unless specifically stated do not grease neither nut nor bolt.
If possible always tighten the nut. If for some space reasons it is necessary to tighten
the bolt head and the scope of tightening moment is defined. Use higher moment for
tightening.
Maximum moments are used only for the materials and surfaces, which have a sufficient
thickness, area and strength resistant to bursting, warping or other damage. Maximum
tightening moments must not be exceeded.
Bolt size
Torque limits recommended
Max. allowable torque limits
Nm
in lb
Nm
in lb
AN3
2.3 - 2.8
20 - 25
4.5
40
AN4
5.7 - 7.9
50 - 70
11.3
100
AN5
11.3 - 15.8
100 - 140
25.4
225
AN6
18.1 - 21.5
160 - 190
44.1
390
AN7
50.9 - 56.5
450 - 500
94.9
840
AN8
54.2 - 78
480 - 690
124.3
1100
AN9
90.4 - 113
800 - 1000
180.8
1600
Tab. 15-9
Recommended torque values for oil-free, cadmium-plated threads
15.8
Securing the bolt joints
15.8.1
General
Bolt joint securing is used in order to prevent from their loosening due to vibration or force
action on the connected parts, which could result in the damage of the connected parts.
Three ways of bolt joint securing are used on the airplane: locking wire, cotter pin and locking
washer.
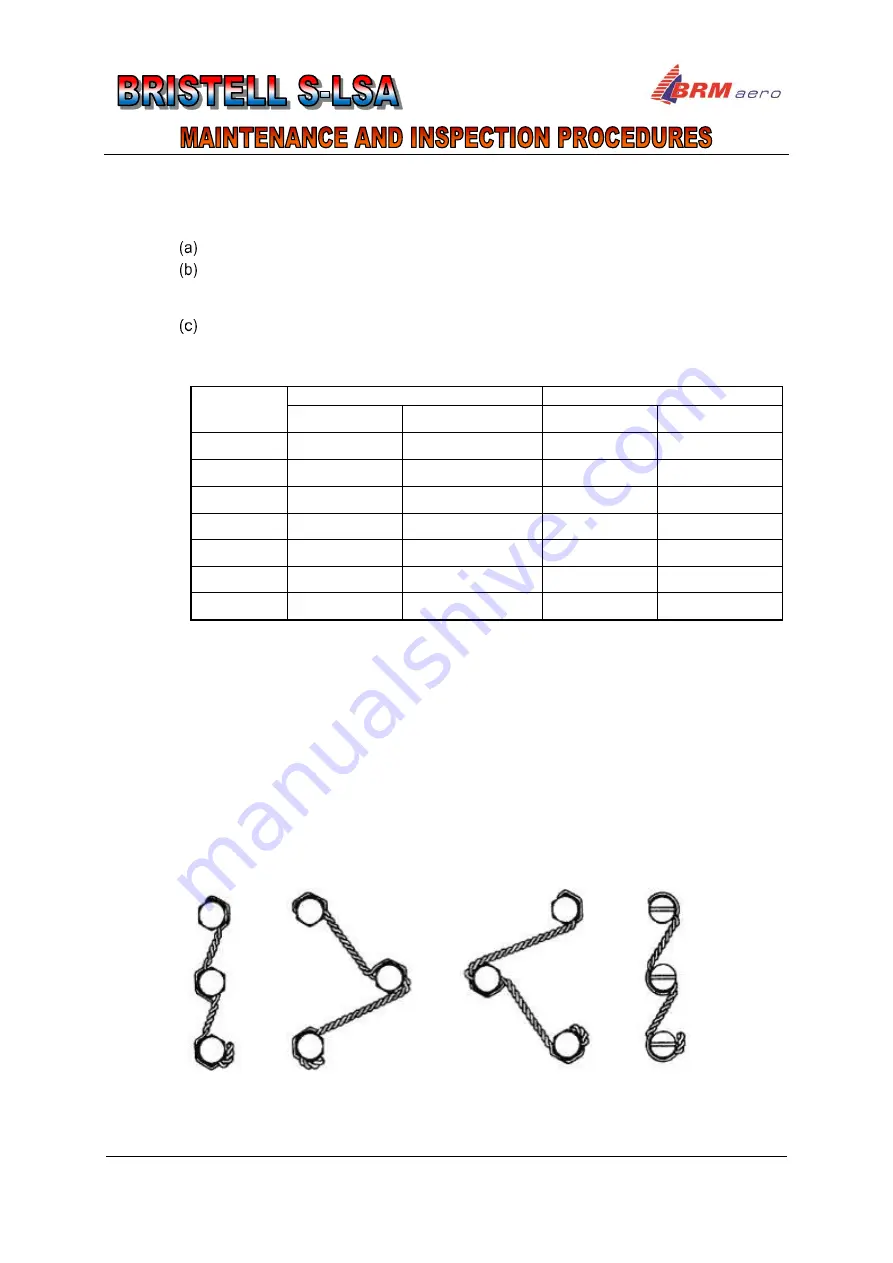
15.8.2
Bolt joint securing by locking wire
Procedure of bolt joint securing is shown on Fig. 15-6 and Fig. 15-7. The zinc-coated or
stainless steel wire having diameter of 0.8 mm (0.032in) is used for securing.
Fig. 15-6
Ways of bolt joint securing
Summary of Contents for S-LSA
Page 2: ......

































































