




























14
der Hand befinden, die die Schweißpistole hält, damit
das Kabel keine Spirale um den Schweißer bildet.
3.1
BESCHREIBUNG DES GERÄTS
A-
Taste zum Erhöhen der Ladespannung der
Kondensatoren.
B-
Taste zum Senken der Ladespannung der
Kondensatoren.
C-
Diese LED zeigt an, dass die Maschine eingeschaltet ist.
D-
Diese LED leuchtet während des Schweißvorgangs.
E-
Display für die Anzeige der Ladespannung der
Kondensatoren.
F-
Positive Ausgangsklemme.
G- Negative Ausgangsklemme.
H-
Steckverbinder für den Brennertaster.
I- Hauptschalter.
J-
Sicherung Ø 6,3x32 (träge). Das Gerät ist mit einer 16A-
Sicherung für die 115V-Speisung ausgestattet; für die
230V-Speisung kann eine Sicherung von 10A verwendet
werden.
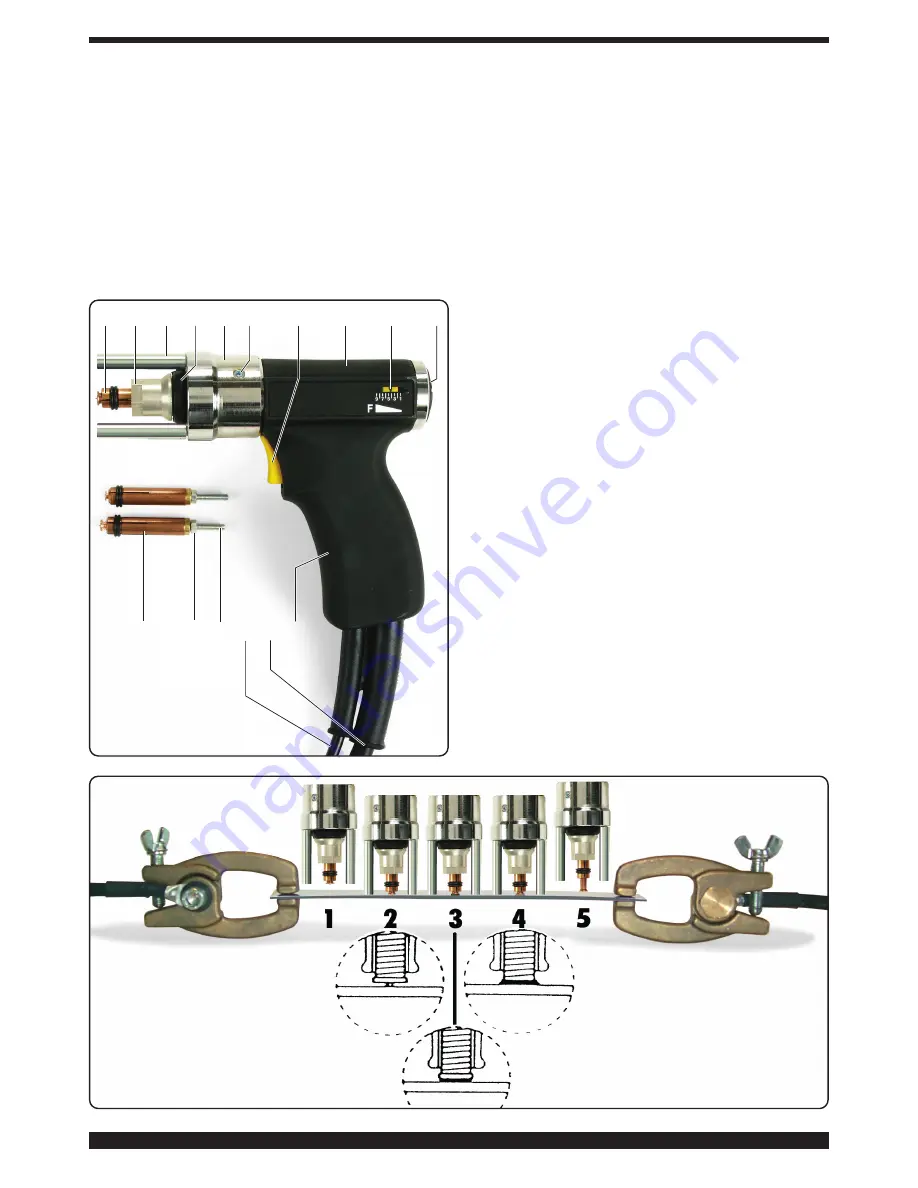
3.2 BESCHREIBUNG DER SCHWEISSPISTOLE
K-
Pistolenkörper
L-
Griff
M-
Steuerkabel
N-
Schweißstromkabel
O-
Schweiß-Steuertaster (er funktioniert nur, wenn die
Pistole auf das Blech gedrückt wird)
P-
Zeiger der Krafteinstellung
Q-
Stellschraube für die Krafteinstellung (zum Erhöhen
nach rechts drehen)
R-
Abstandhalterring Z
S-
Spannzangenblockierring
T-
Schutzbalg
U-
Feststellschraube für Ring R
V- Stellschraube für die Einstellung des Überstands des
Bolzens.
W-
Feststellmutter.
X-
Spannzange zum Einspannen des Bolzens.
Y-
Schraube
Z-
Abstandhalter
3.2.1 Vorbereitung der Schweißpistole
Stets normengemäße Schweißbolzen für Spitzenzündung
für die Kondensator-Stoßentladungsschweißung hoher Güte
verwenden, die aus einem mit der auszuführenden
Schweißung kompatiblen Metall sind.
Nach Wahl des Typs, des Durchmessers, der Länge und des
Werkstoffs des Bolzens die Spannzange auf den entspre-
chenden Durchmesser einstellen.
Den Bolzen so in die Spannzange
X
einsetzen, dass er von
den vier Federn sicher gehalten wird.
Den Überstand des Bolzens bezogen auf das vordere Ende
der Spannzange auf 0,8 bis 1,2 mm mit der Stellschraube V
einstellen, und dann mit der Mutter W blockieren (Abb. 2).
X
X
W V M N L
S
Z
T
R U
O
K
P
Q
Abb. 2
Fig. 3







































































