


























20
appuie le goujon contre le métal, la commande de start fait
commencer le passage de courant qui vaporise l'amorçage
et l'arc électrique se propage sur l'entière surface du goujon
(phase 3) qui est poussé sur la surface métallique. Le métal
fondu solidifie en soudant le goujon (phase 4).
L'extraction du pistolet doit être parfaitement alignée avec le
goujon afin de ne pas déformer la pince et assurer ainsi une
longue durée (phase 5).
5 SOUDABILITE DE COMBINAISONS TYPIQUES
GOUJON ET METAL DE BASE POUR SOUDURE
PAR DECHARE DE CONDENSATEURS
. (Tableau 1)
Il est important d'étudier carrément la résistance et la défor-
mation dans le point de soudure entre goujon et métal de
base. Dans le cas de l'acier, il faut prêter une attention parti-
culière à la fragilité causée par le durcissement.
La matière et la résistance du goujon ont une tolérance
réduite; la teneur en carbone des goujons filetés doit être <
0,20%.
La surface du métal de base doit être propre. Les éven-
tuelles couches de vernis, rouille, laitiers, graisse et les revê-
tements de métaux non soudables doivent être enlevés de
la zone de soudure à l'aide des moyens appropriés. Les
métaux de base avec couches de laitiers et rouille doivent
être parfaitement nettoyés.
6 SOUDURE
Cette technologie permet de souder les goujons filetés sur
des surfaces propres, mais non oxydées, d'acier doux, acier
galvanisé, acier inox, aluminium et laiton.
La rapidité du procédé n'altère pas les surfaces à l'envers de
la soudure. La soudure n'est pas possible sur acier trempé,
métal oxydé ou verni.
Avant de commencer la production, il est indispensable d'ef-
fectuer quelques soudures d'essai pour déterminer le cor-
rect réglage du générateur et l'étalonnage du pistolet (force
du ressort) en exécutant les opérations suivantes:
· insérer le goujon choisi dans la pince
X
(réglée au préalable
comme décrit dans la Fig. 2)
· ranger la tôle de base dans des conditions identiques aux
futures conditions de travail pour ce qui de l'épaisseur, aire
des raccordements de masse, dimensions de la pièce, qua-
lité de la matière.
· les bornes du câble de masse doivent être placées en
mode symétrique et aussi proches que possible du point de
soudure.
· mettre en service le générateur à l'aide de l'interrupteur
lumineux I.
· saisir le pistolet et l'appuyer sur la tôle tout en vérifiant que
l'axe est perpendiculaire au plan. Si la surface de la matière
où le goujon doit être soudé est plate, il est conseillé de
monter trois entretoises
Z
après avoir desserré les vis
Y
.
· exécuter quelques soudures en réglant la tension à l'aide
des touches
A
et
B
et la force du pistolet avec le réglage
Q
jusqu'à obtenir des soudures parfaites.
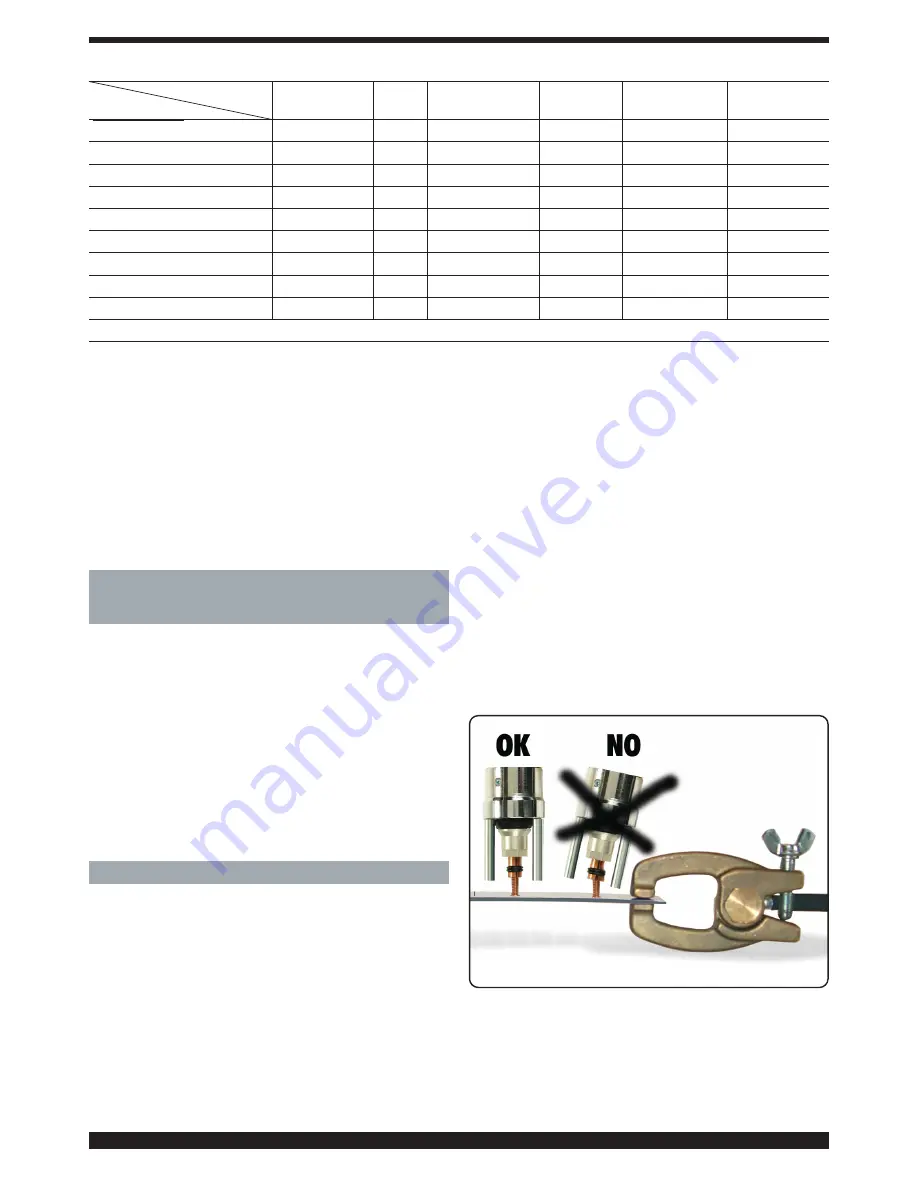
Le pistolet doit être extrait en le gardant parfaitement aligné
avec le goujon afin de ne pas déformer la pince (Fig. 4).
6.1 SOUDURE DE L'ALUMINIUM
Pour souder les goujons filetés M4 en alliage d'aluminium Al
Si 12 sur une tôle d'aluminium pour carrosserie, régler la ten-
sion à 105/115V. Le ressort du pistolet réglant la pression
Fig. 4
Acier 0,2 C
Inox
Laiton
Al. Mg 3
AISi 12
Al. 99,5
cuivré
Cu Zn 38
Acier jusqu'à 0,30 C %
A
A
A
-
-
A
Acier zingué
B
B
A
-
-
-
Acier inoxydable
A
A
B
-
-
-
Laiton
A
B
A
-
-
-
Cuivre
B
-
A
-
-
-
Al 99,5
-
-
-
A
B
B
Al Mg 1
-
-
-
B
A
B
Al Mg 3 - Al Mg 5
-
-
-
B
A
B
Al Mg Si
-
-
-
B
A
B
Bonne soudabilité: A
Basse soudabilité: B
Non soudables: -
Tab.1
Métal de base
Métal goujons







































































