





















25
5
SOLDABILIDAD DE COMBINACIONES TÍPICAS
ENTRE ESPÁRRAGO Y METAL BASE PARA SOL-
DADUR CON DESCARGA DE CONDENSADORES.
(Tabla 1)
Es importante estudiar con particular atención la resistencia
y la deformación en el punto de soldadura entre espárrago
y metal base. En el caso del acero, se debe prestar particu-
lar atención a la fragilidad de endurecimiento.
El material y la resistencia del espárrago están sujetos a tole-
rancia restringida. El contenido de carbono en los espárra-
gos fileteados de acero deberá ser < 0,20%.
La superficie del metal base deberá estar limpia. Capas de
pintura, herrumbre, escorias, grasa y revestimientos de
metales no soldables, deberán ser eliminados de la zona de
soldadura. Esto se deberá llevar a cabo con los medios idó-
neos. Los metales de base con capas de escorias y herrum-
bre deberán estar perfectamente limpios.
6 SOLDADURA
Esta tecnología permite soldar espárragos fileteados sobre
superficies limpias, pero no oxidadas, de acero suave, acero
galvanizado, acero inoxidable, aluminio y latón.
La rapidez del proceso no altera las superficies en el lado
opuesto de la soldadura. La soldadura no es posible sobre
acero templado, metal oxidado o pintado.
Antes de iniciar la producción es indispensable, efectuar
algunas soldaduras de prueba para determinare la correcta
regulación del generador y el calibrado de la pistola (fuerza
del muelle) operando como sigue:
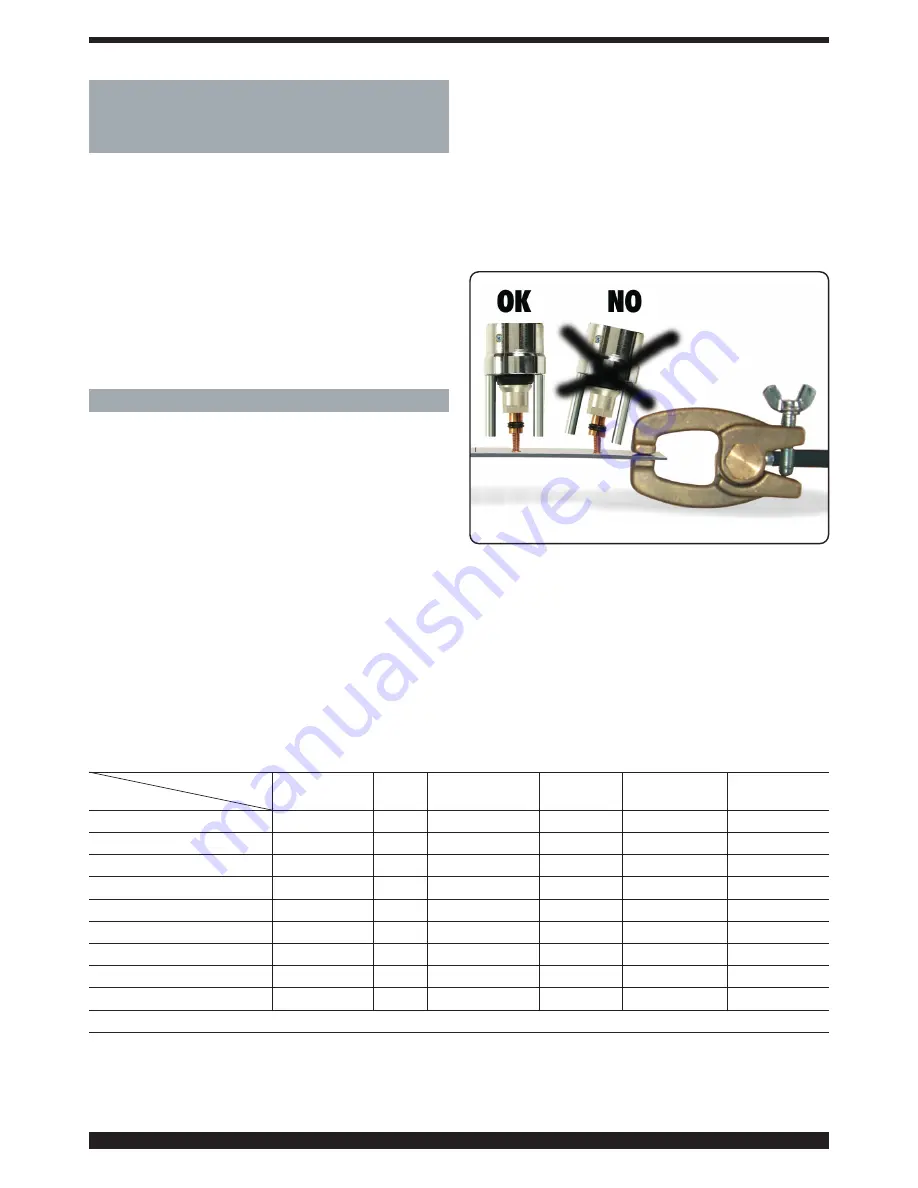
· Insertar el espárrago elegido en la pinza
X
(previamente
regulada como se describe en la Fig. 2)
· disponer la chapa de base en condiciones idénticas a lo
que serán las condiciones de trabajo como espesor, área de
las conexiones de masa, dimensiones de la pieza, calidad
del material.
· Los bornes del cable de masa se colocarán de forma simé-
trica y los más cerca posible al punto de soldadura.
· activar el generador mediante el interruptor luminoso I.
· empuñar la pistola y presionarla sobre la chapa verificando
que el eje resulte perpendicular al plano. Si la superficie del
material sobre la que soldar el espárrago es plana, aconse-
jamos montar los tres distanciadores
Z
después de haber
aflojado los tornillos
Y
.
· ejecutar algunas soldaduras regulando la tensión con los
pulsadores
A
y
B
y la fuerza de la pistola con la regulación
Q hasta obtener soldaduras perfectas.
La pistola se extrae manteniéndola perfectamente alineada
con el perno para no deformar la pinza (Fig4).
6.1 SOLDADURA DEL ALUMINIO
Para soldar espárragos fileteados M4 en aleación de alumi-
nio Al Si 12 sobre chapa de aluminio para carrocería regular
la tensión a 105/115V. El muelle de la pistola que regula la
presión durante la soldadura se regulará de forma que el
índice P esté en 2/2,5.
Fig. 4
Acero 0,2 C Inoxidable
Latón
Al. Mg 3
AISi 12
Al. 99,5
chapado cobre
Cu Zn 38
Acero fino a 0,30 C %
A
A
A
-
-
A
Acero galvanizado
B
B
A
-
-
-
Acero inoxidable
A
A
B
-
-
-
Latón
A
B
A
-
-
-
Cobre
B
-
A
-
-
-
Al 99,5
-
-
-
A
B
B
Al Mg 1
-
-
-
B
A
B
Al Mg 3 - Al Mg 5
-
-
-
B
A
B
Al Mg Si
-
-
-
B
A
B
Buona saldabilità: A
Bassa saldabilità: B
Non saldabili: -
Tab.1
Metal base
Metal espárragos







































































