





























6.0 Operation
6.7
Tube Life
A ceramic work tube may crack if work pieces are inserted too quickly or at
temperatures below 900 °C (when the tube is more brittle). Large work pieces
should also be heated slowly to ensure that large temperature differences do not
arise.
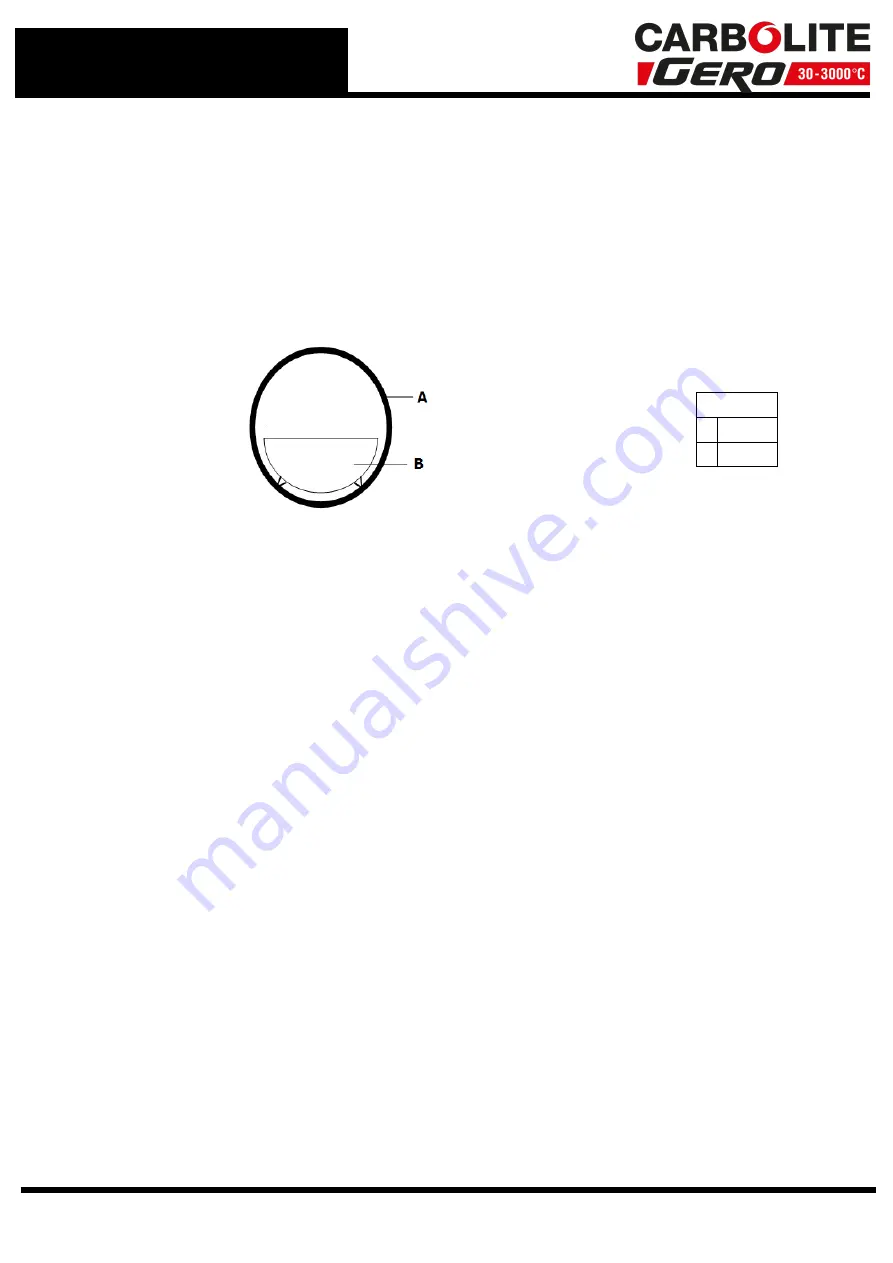
Poor thermal contact should be encouraged between the work piece and the tube;
crucibles or boats should be of low thermal mass and should have feet to reduce the
contact with the tube (fig. 4).
Key
A
Tube
B Crucible
Fig 4 - Avoidance of thermal contact
Do not set too high a heating or cooling rate. As tubes are susceptible to thermal shock
and may break. Tubes which extend beyond the heated part of the furnace are more at
risk. A general rule for maximum heating or cooling rate is 400 ÷ internal diameter in
mm to give (°C/ min); for 75 mm i/ d tubes this comes to 5 °C per minute. The
controller can be set to limit both the heating and cooling rate.
6.8
Pressure
Work tubes are not able to accept high internal pressure. When gas seals or similar
fittings are in use, the gas pressure should be restricted to a maximum of 0.2 bar (3
psi). A pressure of approximately half of that should normally be sufficient to achieve
the desired flow rate. The operator must ensure that the exhaust path from the tube is
not blocked, so that excess pressure does not occur.
A suitably regulated gas supply should always be used.
It is recommended that a pressure relief system should be used to avoid an over
pressurisation of the work tube.
Please note: A product should not be heated up if any valves that have been fitted are
closed to create a sealed volume. A sealed work tube should not be heated from cold
due to the pressure increase caused by the trapped air or gas expanding during the
heating process.
6.9
Gas Tightness
Work tubes of IAP material are impervious. Sillimanite may look similar but is porous.
Ensure that the correct tube material is in use before connecting and using gases other
40







































































