





























B-7 OPERATION B-7
OPERATING STEPS
WELDING IN TIG MODE
1 Connect the TIG torch and cable Twist-Mate quick
connect plug to the Electrode/Gas
output
receptacle. This receptacle also contains an integral
gas connection for the torch. Connect the work
clamp to the work piece.
2 Set the TIG/MMA/CUT switch to "TIG".
3 Set the AC/DC Switch to DC for welding steel or
stainless steel; or to AC for welding aluminum.
4 Connect the arc start switch
(
or
Adjustable foot
control
)to the Remote Control Connector.
5 Turn on the cylinder gas valve and adjust the flow
regulator to obtain desired flow.
6 Turn the power switch to "ON".
7 Preset the Output Control on the control panel to
the maximum desired amps, as read on the digital
meter.
8 Depress the
Adjustable foot control
to energize
the torch and establish an arc with the work piece.
The digital meter reads the actual amps while
welding.
NOTE:
When the TIG/MMA switch is set to "TIG", depressing
the remote control will start a 0.5 second gas pre-flow before
energizing the TIG torch. When the remote control is released
the TIG torch is de-energized and gas flow will continue for the
time set by the Post Flow Time control. When the polarity
switch is set to DC, the TIG Arc Starter will turn on and off
automatically to start and stabilize the arc. In AC the TIG Arc
Starter will turn on with the output and remain on continuously
until the remote control is released.
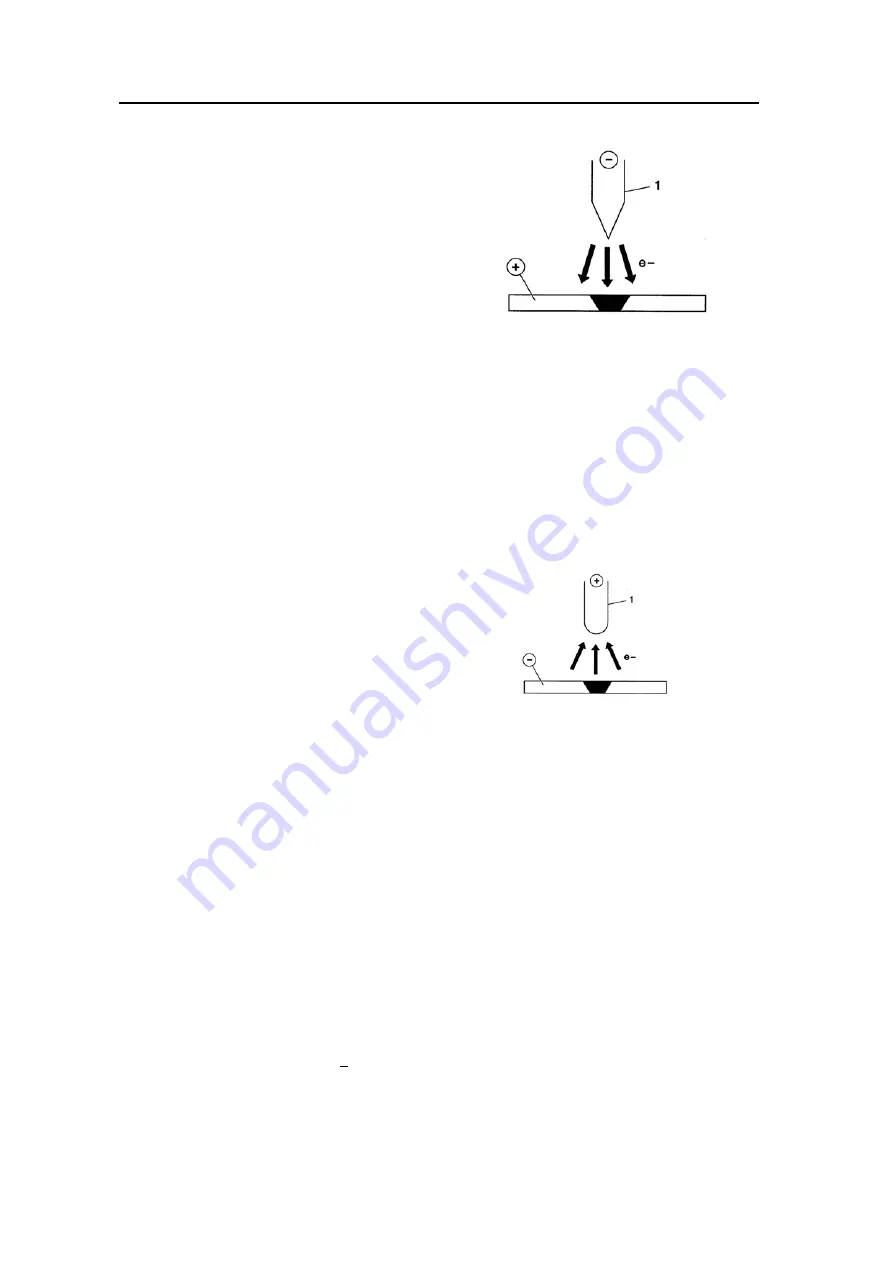
WELDING POLARITY
DC Electrode Negative Polarity (Direct Current
Straight Polarity) (see FIGURE B.4)
While Welding, there is a continuous flow of
electrons from the electrode to the workpiece.
This is the most used polarity, ensuring limited wear
of the electrode, since the majority of the heat
concentrates on the anode (workpiece). Narrow and
deep welds are obtained with high travel speeds.
Most materials, with the exception of aluminum and
magnesium, are welded with this polarity.
FIGURE B.4
DC Electrode Positive Polarity. (Direct Current
Reverse Polarity)
(see Figure B.5)
In this case, there is a continuous flow of electrons
from the workpiece to the electrode. The reverse
polarity is used for welding alloys covered with a
layer of refractory oxide.
With this polarity the electrode functions as anode
and is subjected to a high degree of heat; the
workpiece is bombardment by positive ions sent
from the electrode which break the surface oxide.
In Electrode Positive Polarity, high currents cannot
be used, since they would cause an excessive wear
of the electrode.
FIGURE B.5
D.C.-Pulsed TIG
(see Figure B-6)
The use of pulsed direct current allows better
control of the weld pool during certain operating
conditions.
When compared with traditional TIG welding
performed at the same average current, pulsed
welding results in a smaller heat affected zone
which results in fewer deformations and reduced
chance of cracking and gas entrapment.
Summary of Contents for PowerMaster256
Page 28: ...B 13 OPERATION B 13 ...
Page 29: ...B 14 OPERATION B 14 ...
Page 30: ...B 15 OPERATION B 15 ...
Page 34: ...B 19 OPERATION B 19 ...
Page 35: ...B 20 OPERATION B 20 ...
Page 36: ...B 21 OPERATION B 21 ...
Page 37: ...B 22 OPERATION B 22 ...







































































