





















4-10
1
2
3
1. Equalizer Tube and Lockscrew Assembly
2. Lockwasher
3. Counterweight --- Motor End
Figure 4-12. Removing Equalizing Tube and Lock
Screw Assembly
The terminal mounting plate assembly as originally
installed is assembled so as to leave a small space between
the outer terminal bushing and the surface of the
mounting plate. This is to provide further crush of the
terminal bushing in case a leak should occur. To stop leak,
tighten the terminal bushing nut only enough to stop the
escape of gas. Do not tighten until terminal bushing is
flush with the mounting plate. The tightening torque
used at the factory is 0.21 to 0.23 mkg (18 to 20 inch
pounds) maximum to prevent damage to the plastic parts.
12
11
10
9
7
5
3
1
2
4
6
8
6
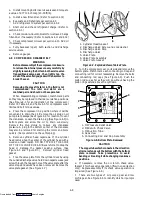
NOTE: Parts shown are for one terminal.
1. Terminal Bushing Nut
2. Lock Washer
3. Terminal Washer
4. Outer Terminal Bushing
5. O-Ring
6. Terminal Bushing Washers (Grey)
7. Terminal Bushing Washers (Red)
8. Inner Terminal Bushing
9. Terminal Mounting Plate
10. Cover Gasket
11. Inner Terminal Block
12. Terminal Screw
Figure 4-13. Terminal Mounting Assembly
4.9 COMPRESSOR REASSEMBLY
To clean compressor parts, use a suitable solvent with
proper precautions. Coat all moving parts with the
proper compressor oil before assembly. Refer to
Table 4-5, for applicable compressor torque values.
1
2
3
1. Suction Valve
2. Suction Valve Positioning Spring
3. Valve Plate Dowel Pin
Figure 4-14. Suction Valve & Positioning Springs
a. Suction and Discharge Valves
If the valve seats look damaged or worn, replace
valve plate assembly. Always use new valves because it is
difficult to reinstall used discharge valves so that they will
seat as before removal. Any valve wear will cause leakage
for this reason.
Suction valves are positioned by dowel pins (see
Figure 4-14) and will assume their original position when
reinstalled. No two valves are likely to wear exactly the
same. Never interchange used valves.
Do not omit the suction valve positioning springs.
(See Figure 4-14.) Place the springs so that the ends bear
against the cylinder deck (middle bowed away from
cylinder deck). Use new gaskets when reinstalling valve
plates and cylinder heads.
b. Compression Rings
The compression ring is chamfered on the inside
circumference. This ring is installed with the chamfer
towards the top. Stagger the ring end gaps so they are not
aligned.
The gap between the ends of the piston rings can be
checked with a feeler gauge by inserting the ring into the
piston bore about one inch below the top of the bore.
Square the ring in the bore by pushing it slightly with a
piston. The maximum and minimum allowable ring gaps
are 0.33 and 0.127 mm (0.013 and 0.005 inch)
Compression ring
Figure 4-15. Piston Rings
c. Installing the Components
1. Push pistons from the inside of the crankcase
through the cylinders being careful not to break the rings.
Place chamfered side of connecting rod against radius of
crankpins. Install the crankshaft through the pump end of
the compressor. Do not damage main bearings. Install
matching connecting rod caps through bottom cover
plate.
Downloaded from