

















IOM-Ranger
10
4. For Non-Live-Loaded Packing Con struc tion:
a. Remove two packing flange stud nuts
(22) and two cap screws (19) on the 1",
1-1/2" and 2" sizes, or four nuts (22) on the
3", 4", 6" and 8" sizes.
b. Pull yoke (12), packing flange (14), pack ing
follower (15) and follower bushing strip (16) off
over end of stem (7). Re place packing follower
(15) if sig nif i cant ly cor rod ed. Always replace
fol low er bushing strip (16) when of standard
construction.
c. Proceed with previous steps 3.j. through 3.q.
for stem removal.
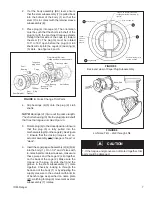
E. Stem Reassembly – Trim Retained in Body:
1. Slide retainer sleeve subassembly (8) onto
the stem subassembly (7), with the car bon
bushing (8.2) end against the shoul der of the
stem subassembly (7).
NOTE:
For Slurry Trim see Subsection H.
2. Insert the stem/retainer sleeve (7)(8) as sem bly
into the body (1), aligning the hole in the retainer
sleeve (8) to be directly in line with the thread ed
hole in the body (1) bonnet. Align the stem
sub as sem bly (7) so that the plug’s (6) tongue
and the stem's (7) groove will engage.
NOTE:
A small "flat" area has been milled on the
stem and for correct engagement this "flat" must
be on the same side as the face of the plug (6).
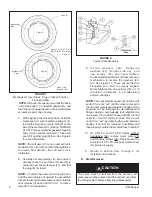
3. Visually confirm alignment of hole in re tain er
sleeve (8.1) with threaded hole in body
(1) bonnet. Place thread sealant Cotronic
Resbond 907, or equal, on stem retainer screw
(17) threads for valves
used in non-oxygen
service;
thread sealant to be Oc ci den tal
Petroleum Corp. Fluorolube GR-362, or
equal, for valves
used in oxygen service.
Insert and tight en stem re tain er screw (17)
20-25 ft# (27-34 N-M) for 1"– 2" sizes,
80-85 ft# (108-115 N-M) for 3"– 8LF" sizes
and 90 ft# (122 N-M) for 8"HF size.
4. Rotate stem (7) to ensure tongue and groove
engagement with plug (6).
m. Using a suitable solvent acceptable to the owner,
thoroughly clean the valve stem (7) and the
body's (1) stuffing box. Inspect surface finish of
stem sub as sem bly (7) and internal wall finish of
packing box bore at packing (13) area. If deeply
scratched, corroded or pit ted, re place with new
parts.
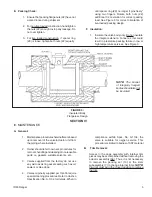
n. It will be desirable to restore the surface of
the body's (1) stuffing box to 16 mi cro-inch Ra
finish; metal removal should not exceed 0.001
inch ma te ri al.
o. It will be desirable to restore the sur face of the
stem's (7) critical area to 6–8 micro-inch Ra
finish or better, metal re mov al should not exceed
0.001 inch ma te ri al. Minimum stem OD should
not be less than indicated in Table 4.
p. Remove retainer sleeve sub as sem bly (8) from
stem subassembly (7). Ex am ine carbon bushing
insert of re tain er sleeve subassembly (8) for
dam age or signs of wear. Replace re tain er
sleeve sub as sem bly (8) if worn more than 0.005
inch (0.13 mm). See Figure 12 for indicated
di men sion “X”.
q. Examine packing studs (21) and nuts (22).
Replace if signs of corrosion are present.
TABLE 4 - STEM O.D.
Body Size
Minimum Stem O.D.
1", 1-1/2" & 2"
(DN25, 40 & 50)
.620
3" & 4"
(DN80, 100)
.995
6" & 8"
(DN150, 200)
.995
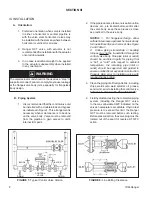
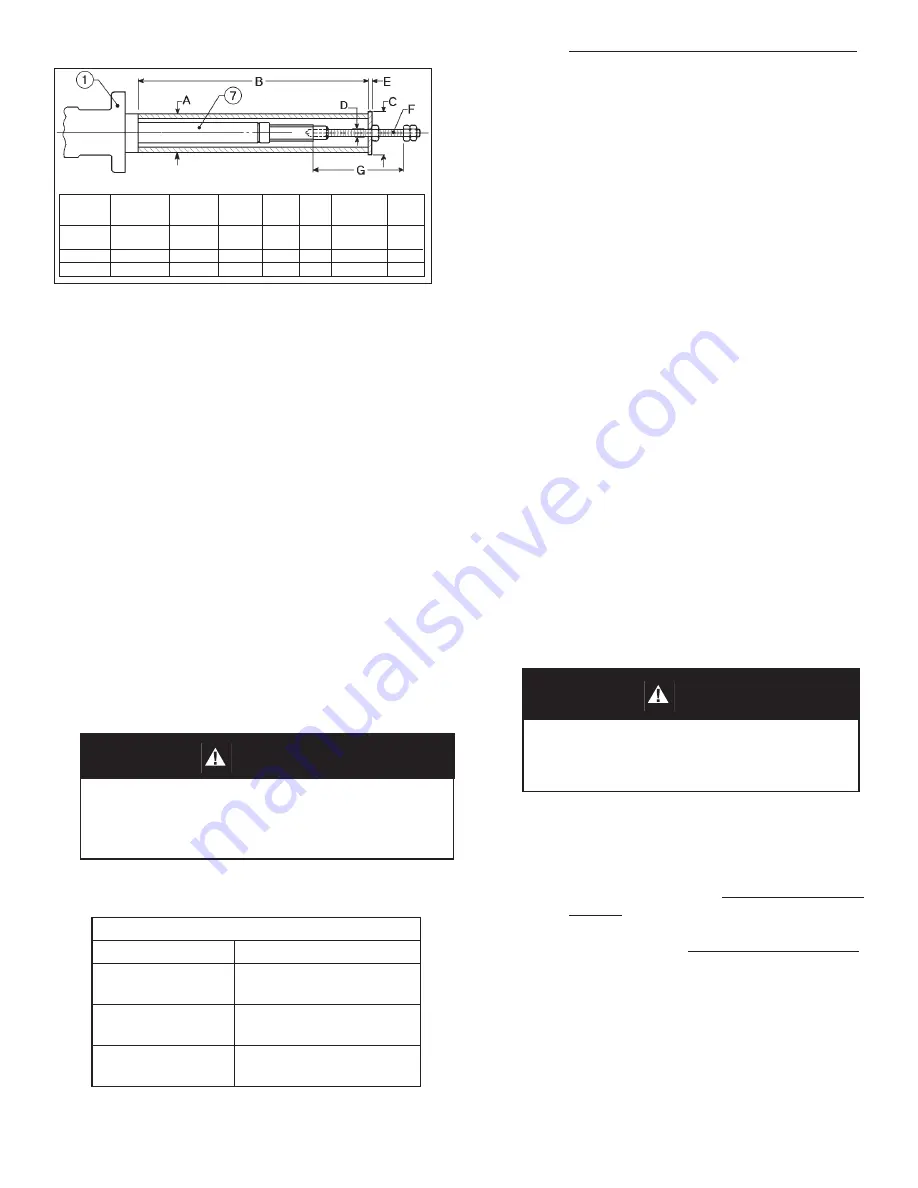
DIMENSIONS
Valve
A
B
C
D
E
F
G
Size
(Pipe Size)
(O.D.) (I.D.)
(Thd Rod)
1", 1-1/2,"
3/4"
7-13/16" 1-1/4" 5/16" 3/16" 1/4"-28
4"
2"
3",
4"
1-1/2" 11-13/16" 2-1/8" 7/16" 1/4" 3/8"-24 4-1/2"
6",
8" 2-1/2" 9-3/16" 3-1/8" 7/16" 1/4" 3/8"-24 4-1/2"
FIGURE 10:
Stem Puller
CAUTION
Do not hammer on end of stem. Potential exists to
cause damage to the tongue and groove connection
or to the seals.
CAUTION
The tongue and groove connection between the stem
subassembly (7) and the plug (6) can cause me chan i cal
damage or disengagement if the carbon bushing in sert
is worn.







































































