

























11
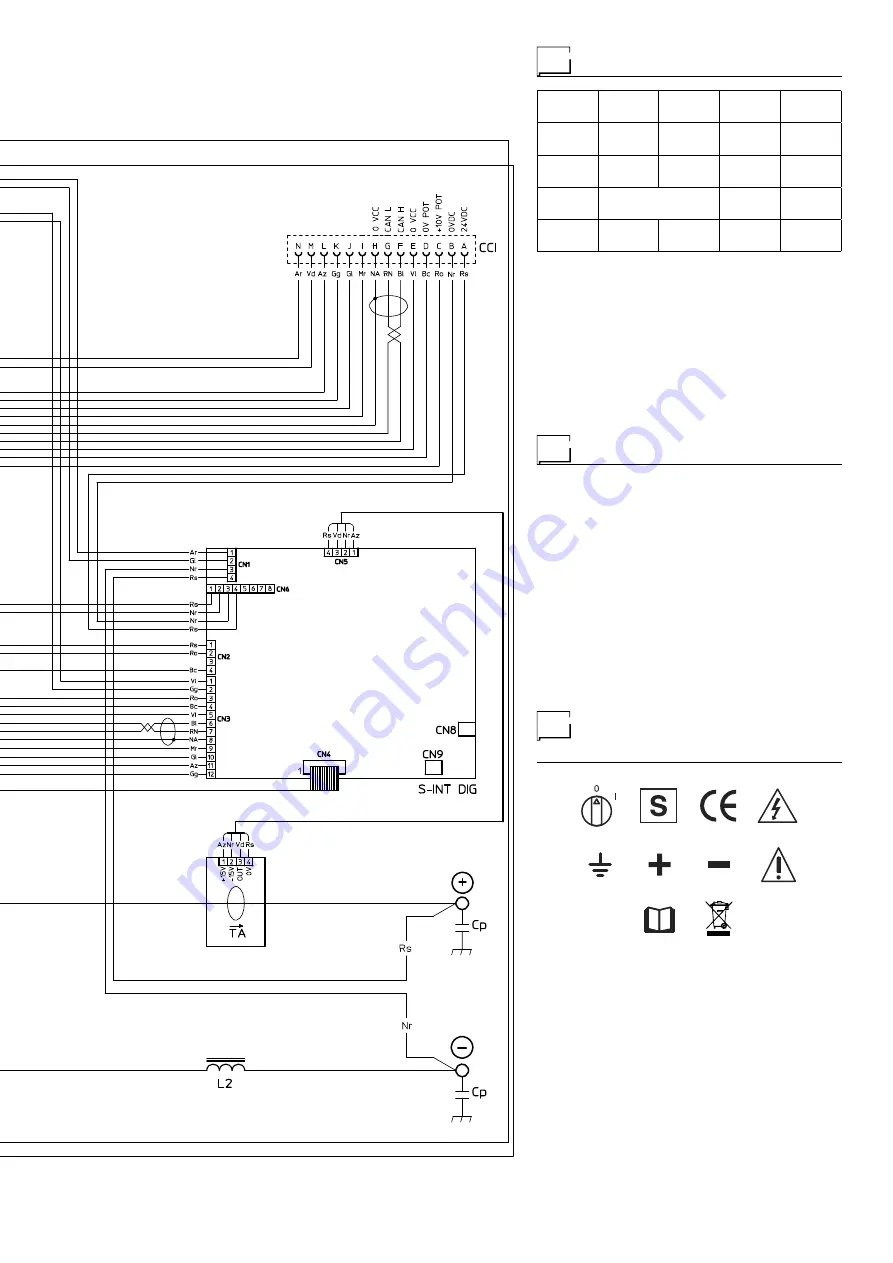
Key to the electrical diagram
•1
•2
•3
•4
•5
C2
CCI
CHR
Cp
D2
•6
•7
•8
•9
•10
F-EMC
IL
L2
MIH
MIL
•11
•12
•13
•14
•15
MV1-2
P1
P2
R2
RP
•16
•17
•18
•19
RS
S-INT DIG
S-INV
S-LINK
•20
•21
•22
•23
•24
S-PS
TA
TH2
TP
VR
•1
SNUBBER capacitor for output diodes
•2
Interconnec-
tion cable connector
•3
Cooling system power connector
•4
Quick connection protection capacitor
•5
Secondary diode
•6
EMC filter
•7
Mains switch
•8
Secondary inductor
•9
Pri-
mary upper IGBT
•10
Lower primary IGBT
•11
Fan motor
•12
Main primary transformer (start)
•13
Main primary trans-
former (end)
•14
Output diode snubber resistor
•15
Prima-
ry rectifier
•16
Secondary rectifier
•17
Digital interface PCB
•18
Inverter PCB
•19
Capacitors PCB
•20
Power Source
PCB
•21
Hall effect transformer
•22
Secondary thermostat
•23
Main transformer
•24
Output diodes snubber varistor
Colour key
Ar
Orange
Az
Sky
Blue
Bc
White
Bl
Blue
Gg
Grey
Gl
Yellow
GV
Yellow-Green
Mr
Brown
NA
Black-Sky
Blue
Nr
Black
RN
Red-Black
Ro
Pink
Rs
Red
Vd
Green
Vl
Violet
Meaning of graphic
symbols on machine
9
8
7
6
5
4
3
2
1
10
•1
Power supply switch
•2
System for use in environments
with increased risk of electroshock
•3
Product suitable for
free circulation in the European Community
•4
Danger! high
voltage
•5
Grounding
•6
Positive pole snap-in connector
•7
Negative pole snap-in connector
•8
Warning!
•9
Before us-
ing the equipment you should carefully read the instructions
included in this manual
•10
Special disposal







































































