



























14
6 - HOLD
MIG pulse
When welding ends the fields in the display must show the same values that were displayed during welding, with the difference
that they are now values defined as
HOLD
. In this phase the
VISION S
CREEN
shows the
HOLD
box highlighted, while on the HT4
panel the
HOLD F
UNCTION
LED
flashes until the end of the
HOLD Function
. If the
HOLD Function
is Interrupted via a panel (e.g. DH),
it will also be interrupted automatically on the other (HT4) and vice-versa.
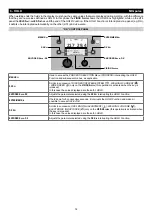
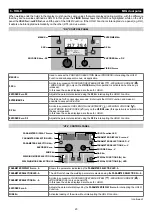
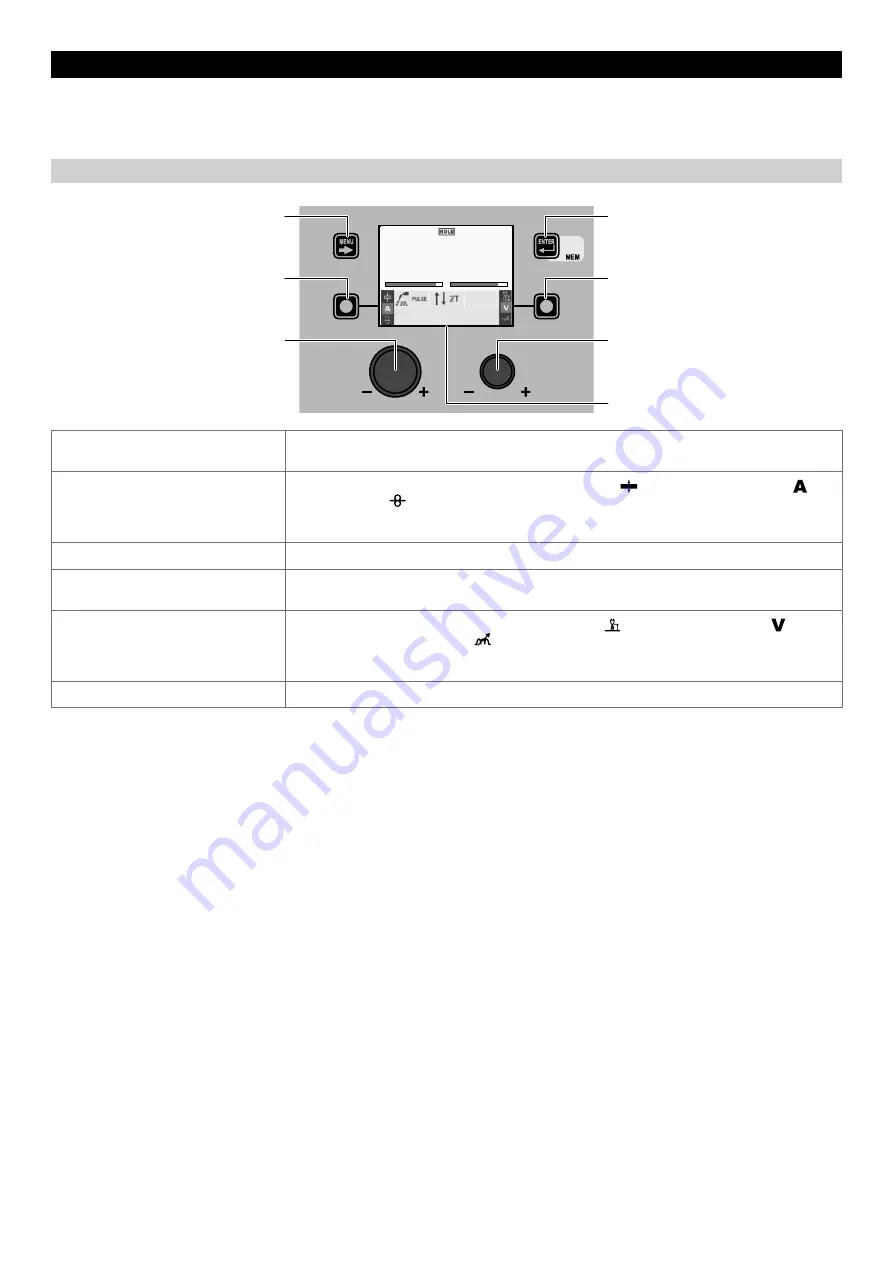
“DH” CONTROL PANEL
MENU K
EY
ENTER/MEM K
EY
ENCODER K
NOB
- SX
ENCODER K
NOB
- DX
VISION S
CREEN
SX K
EY
DX K
EY
Fe G3 SI-1 Ø 0.8 Ar 16-20% CO2
PROGRAM 1011
A
V
217 29.4
MENU K
EY
Used to access the
PROCESS SELECTION Menu (PROCESS)
interrupting the
HOLD
Function
and subsequent menus, as applicable.
SX K
EY
Scrolls in succession
THICKNESS OF WELDED ITEM
(
) -
WELDING CURRENT
( )
-
WIRE SPEED
(
) only on the
VISION S
CREEN
(this operation is activated when the key is
released).
In this case the values displayed are those for:
HOLD
.
ENCODER K
NOB
- SX
Adjusts the parameter selected using the
SX K
EY
interrupting the
HOLD Function
.
ENTER/MEM K
EY
If held down for
3
consecutive seconds, it interrupts the
HOLD Function
and makes it
possible to access
SAVE JOB
.
DX K
EY
Scrolls in succession
ARC LENGTH ADJUSTMENT
( ) -
WELDING VOLTAGE
( ) -
ELECTRONIC INDUCTANCE
(
) only on the
VISION S
CREEN
(this operation is activated when
the key is released).
In this case the values displayed are those for:
HOLD
.
ENCODER K
NOB
- DX
Adjusts the parameter selected using the
DX K
EY
interrupting the
HOLD Function
.







































































