



























15
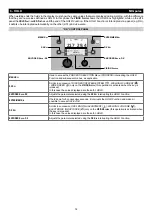
“HT4” CONTROL PANEL
WELDING MODE SELECTION LED
WELDING MODE SELECTION K
EY
WIRE K
EY
ENCODER K
NOB
- A
PARAMETER SELECTION K
EY
- A
PARAMETER SELECTION LED - A
PARAMETER DISPLAY S
CREEN
- A
SPECIAL FUNCTIONS (F
X
) LED
SPECIAL FUNCTIONS (F
X
) K
EY
GAS K
EY
ENCODER K
NOB
- V
PARAMETER SELECTION K
EY
- V
PARAMETER SELECTION LED - V
PARAMETER DISPLAY S
CREEN
- V
HOLD Function LED
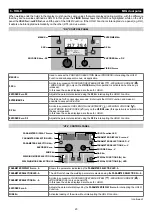
PARAMETER DISPLAY S
CREEN
- A
Shows the parameter indicated by the
PARAMETER SELECTION LED - A
.
PARAMETER SELECTION LED - A
The LED unit shows the welding parameter selected using the
PARAMETER SELECTION K
EY
- A
.
PARAMETER SELECTION K
EY
- A
Scrolls in succession
THICKNESS OF WELDED ITEM
(
) -
WELDING CURRENT
( ) -
WIRE SPEED
(
) only on panel HT4.
In this case the values displayed are those for:
HOLD
.
ENCODER K
NOB
- A
Adjusts the parameter displayed by the
PARAMETER DISPLAY S
CREEN
- A
interrupting the
HOLD
Function
.
WIRE K
EY
Activates loading of the wire without interrupting the
HOLD Function
.
WELDING MODE SELECTION K
EY
Scrolls the various welding modes in succession, interrupting the
HOLD Function
.
WELDING MODE SELECTION LED
The LED unit indicates the welding mode selected according to the
VISION S
CREEN
.
HOLD F
UNCTION
LED
Flashes for a set time, informing the operator that the
HOLD Function
is active.
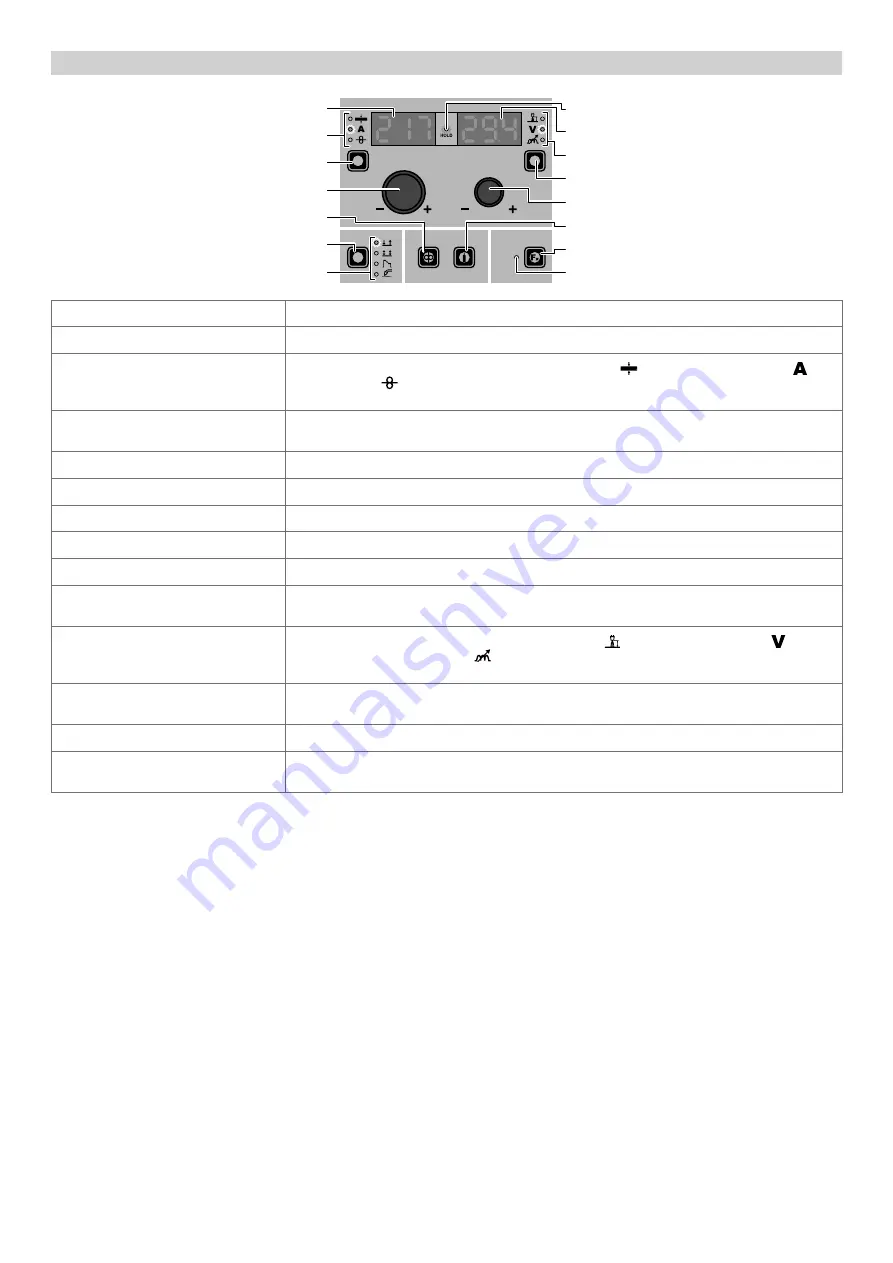
PARAMETER DISPLAY S
CREEN
- V
Shows the parameter indicated by the
PARAMETER SELECTION LED - V
.
PARAMETER SELECTION LED - V
The LED unit indicates the welding parameter selected using the
PARAMETER SELECTION K
EY
- V
.
PARAMETER SELECTION K
EY
- V
Scrolls in succession
ARC LENGTH ADJUSTMENT
( ) -
WELDING VOLTAGE
( ) -
ELECTRONIC INDUCTANCE
(
) only on panel HT4.
In this case the values displayed are those for:
HOLD
.
ENCODER K
NOB
- V
Adjusts the parameter displayed by the
PARAMETER DISPLAY S
CREEN
- V
interrupting the
HOLD
Function
.
GAS K
EY
Activates the flow of gas without interrupting the
HOLD Function
.
SPECIAL FUNCTIONS (F
X
) K
EY
Only enables entering, interrupting the
HOLD Function
and exit afterwards from the
SPECIAL FUNCTIONS Menu (SET UP Fx)
on the HT4 panel and not on the DH panel.







































































