




















6
• Interconnection cable on generator side: connect up
tubes to their rapid couplings (blue and red coloured) at
the back of the coolant system.
• Wire feeder side connecting cable: connect the red and
blue pipes to their respective bulkhead grommets on the
rear panel of the feeder.
2) Connect up the earthing system cable to the rapid cou-
pling marked by a - (negative) symbol and then the rel-
evant ground clamps to the piece being welded or to its
support in an area free from rust, paint and grease. Using
particularly long earthing cables reduces the voltage and
causes some problems from increased resistance and in-
ductance of the cables that could cause faulty welding. Fol-
low instructions to avoid these problems:
• Use earthing and extension cables with appropriate sec-
tion.
• Lay out the cables as a flat as possible to prevent them
from coiling up.
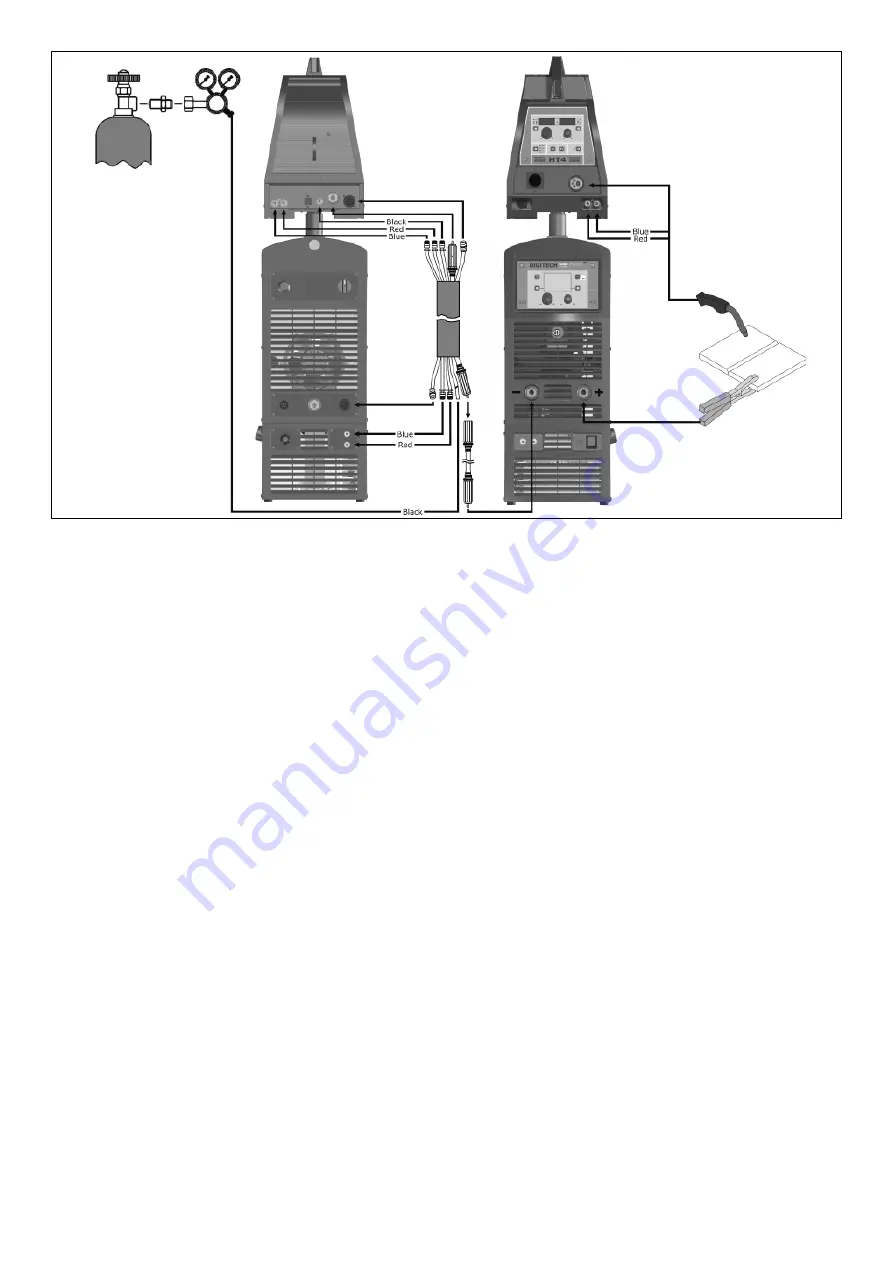
2B - Connecting the cables - Welding with a
NEGATIVE POLE TORCH (Fig. B2)
1) Connect the generator - feeder connection cable using the
extension cable in addition to invert the polarity (optional).
WARNING:
Do not disconnect the wire-feeder until the ma-
chine has been switched off.
Connect up the interconnection cables (power cable, an-
cillary wiring and gas tube) to the special attachments and
couplings shown in Fig. B2.
The delivery (blue coloured) and return (red coloured) wa-
ter tubes, used for cooling the torch of the welding machine,
are part of the interconnection cable and should be con-
nected as follows:
• Interconnection cable on generator side: connect up
tubes to their rapid couplings (blue and red coloured) at
the back of the coolant system.
• Wire feeder side connecting cable: connect the red and
blue pipes to their respective bulkhead grommets on the
rear panel of the feeder.
2) Connect up the earthing system cable to the rapid cou-
pling marked by a + (positive) symbol and then the relevant
ground clamps to the piece being welded or to its support in
an area free from rust, paint and grease. Using particularly
long earthing cables reduces the voltage and causes some
problems from increased resistance and inductance of the
cables that could cause faulty welding. Follow instructions
to avoid these problems:
• Use earthing and extension cables with appropriate sec-
tion.
• Lay out the cables as a flat as possible to prevent them
from coiling up.
3 - Welding
1) Switch the welding machine on by moving the power sup-
ply switch to
I
(Pos. 4, Fig. A).
2) Make the adjustments and do the parameter settings on
the control panel (for further information see the DH con-
trol panel manual).
3) Load the wire (see the relevant paragraph in the feeder
manual) using the motor test button, after having removed
the wire guide nozzle from the torch to allow the wire to
come out freely during loading (remember that the wire
guide nozzle must correspond to the diameter of the wire
used).
4) Open the tap on the cylinder slowly and adjust the reduc-
er knob to obtain a pressure of about 1,3 to 1,7 bar, and
then activate the gas test button and regulate the flow to
a value between 14 and 20 lit/min to suit the current used
for welding.
5) The welding machine is ready to weld. Make the adjust-
ments and select the parameters for the feeder or, if se-
lected, on the control panel (for further information see the
DH control panel manual). Start welding by moving close
to the welding point and press the torch button.
FIG. B2







































































