





















7
6) Once welding has been completed remove any slag, switch
off the machine (which is only to be done when the fan is
not running), and close the gas cylinder.
Spot welding
The substantial difference with MIG-MAG welding is essential-
ly related to the torch and the adjustments that must be made
on the DH control panel.
• The gas guide nozzle specifically for spot welding must be
fitted on the torch (see Fig. C).
• On the DH control panel, select the spot welding mode and
set the time.
To begin spot welding:
• Press the torch button to start the welding current and wire
feed.
• When the spot welding time expires, the wire feed stops au-
tomatically.
• When the torch button is pushed again a new welding cy-
cle starts.
• Release the torch button.
FIG. C
Interval welding
The basic difference from spot welding is the addition of an ad-
ditional time known as the “stitch pause”.
On the DH control panel, select the interval welding mode and
then set the following times for it:
• Stitch time.
• Stitch pause.
To begin interval welding:
• Press the torch button to start the welding current and wire
feed.
• At this point the welding machine automatically carries out a
succession of welded portions followed by a pause, accord-
ing to the times entered previously. This procedure stops au-
tomatically only when the torch button is released.
• When the torch button is pushed again the torch begins a
new interval welding cycle.
Aluminium welding
To weld with aluminum wire proceed as follows:
• Replace the drive rolls with special ones for aluminium wire.
• Use a torch with a 3M cable and a carbon Teflon sheath.
• Set the pressure between the drive rollers at the minimum,
by turning the screw provided.
• Use argon gas at a pressure of 1,3 - 1,7 bar and regulate
the flow to a value between 14 and 20 lit/min to suit the cur-
rent used for welding.
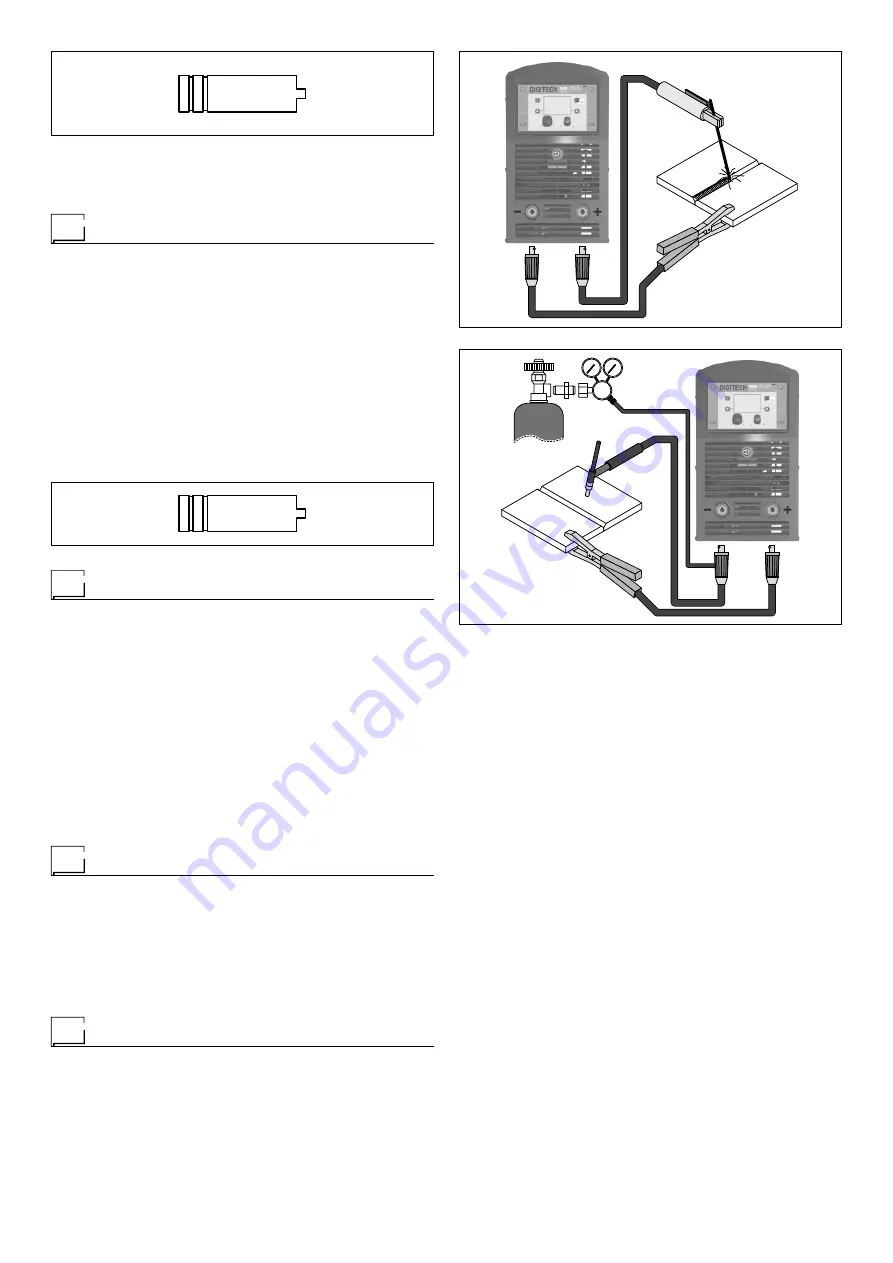
Electrode welding (MMA)
On the
DIGITECH vision PULSE 3300-4000-5000
machine,
electrode welding is used to weld most metals (different types
of steel, etc.) using coated rutilic and basic electrodes with di-
ameters ranging from Ø 1.6 mm to Ø 6 mm, and devices that
the user can adjust for “Arc Force”, “Hot Start”, and Anti-stick-
ing functions to avoid the electrodes sticking.
1) Connecting the welding cables (Fig. D):
Disconnect the machine from the mains power supply and
connect the welding cables to the output terminals (Posi-
tive and Negative) of the welding machine, attaching them
to the clamp and ground with the polarity specified for the
type of electrode being used (Fig.D). Always follow the
electrode manufacturer’s instructions. The welding cables
must be as short as possible, they must be near to one
another, positioned at or near floor level. Do not touch the
electrode clamp and the ground clamp simultaneously.
2) Switch the welding machine on by moving the power sup-
ply switch to
I
(Pos. 3, Fig. A).
3) Make the adjustments and do the parameter settings on
the control panel (for further information see the DH con-
trol panel manual).
4) Carry out welding by moving the torch to the workpiece.
Strike the arc (press the electrode quickly against the met-
al and then lift it) to melt the electrode, the coating of which
forms a protective residue. Then continue welding at an in-
clination of about 60° compared with the metal in relation
to the direction of welding.
PART TO BE WELDED
The part to be welded must always be connected to ground
in order to reduce electromagnetic emission. Much attention
must be afforded so that the ground connection of the part to
be welded does not increase the risk of accident to the user or
the risk of damage to other electric equipment. When it is nec-
essary to connect the part to be welded to ground, you should
make a direct connection between the part and the ground
shaft. In those countries in which such a connection is not al-
lowed, connect the part to be welded to ground using suitable
capacitors, in compliance with the national regulations.
FIG. D
FIG. E
FIG. C







































































