



























CEBORA S.p.A.
14
3.300.188-B
04-03-2016
GB
4.2
External signals.
4.2.1
Connector S.
Terminals A - B, “Start-Pilot” signal.
Is the pilot arc strike command, delivered by the
Robot Control to the Power Source inside the
Plasma Console (30). Functionally is parallel
connected to the switch
I
on the Plasma Console
(30) front panel.
Contact closed = Start command.
Contact characteristic: 30 Vdc/125 Vac 0,5 Amax.
Terminals C - D, “Arc-on-Pilot” signal.
Is the pilot arc on signal, sent from Plasma Console (30) to Robot Control.
Contact closed = pilot arc lit.
Contact characteristic: 30 Vdc/125 Vac 0,5 Amax.
NOTE: The combination of these two signals, delivers also the indication on the Console Plasma state. To
forehead of the “Start-Pilot” signal the Console Plasma automatically puts into effect all the
processes for the pilot arc ignition (plasma gas output, generation of the pilot arc generator output
voltage, generation of the HF for the arc pilot strike, etc). If for any reason, as for example a
failure of the pilot arc generator inside the Console, the arc pilot is not ignited, the signal “Arc-
on-Pilot” is not activated. This condition, of “Start-Pilot” signal present, and “Arc-on-Pilot”
signal absent, can be considered anomalous. In such case contact the Cebora Service Department.
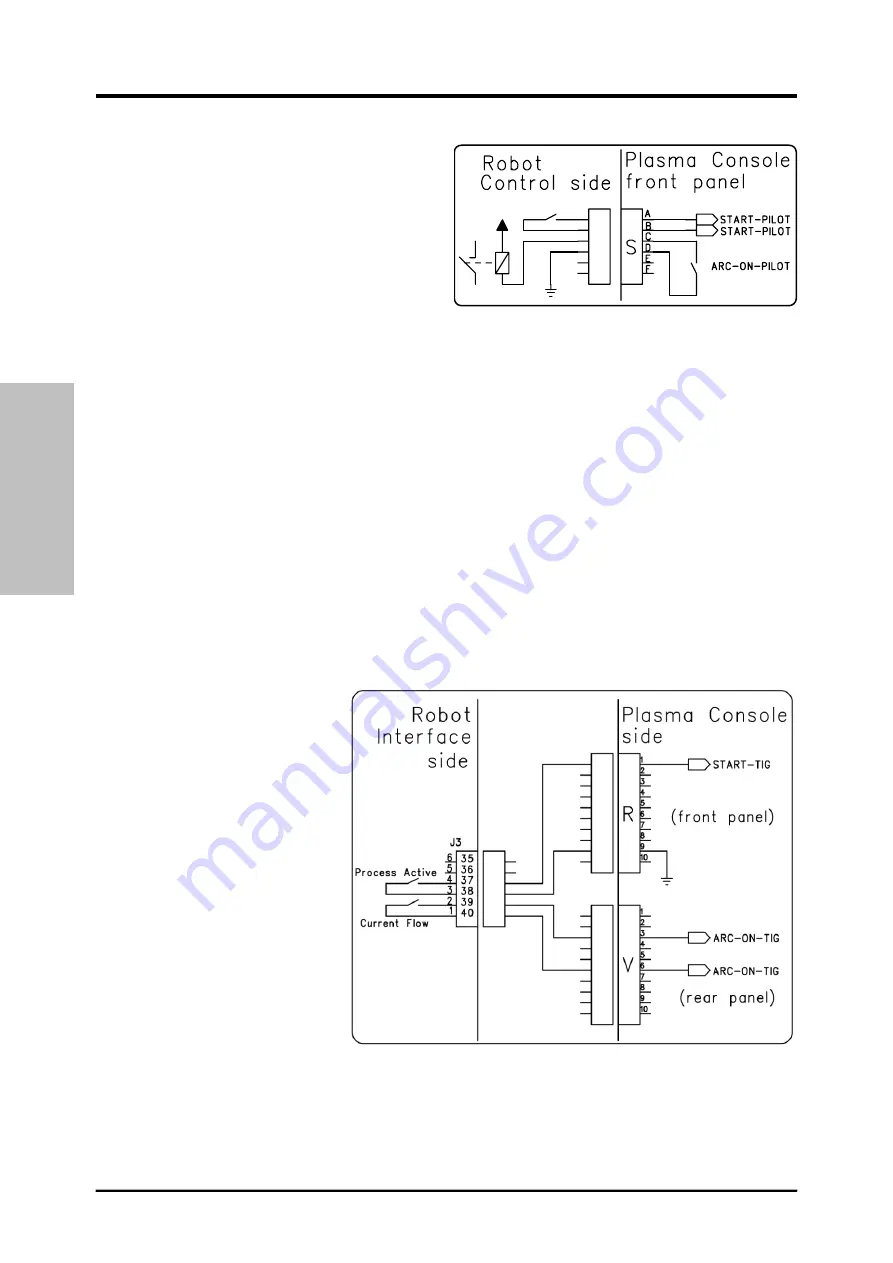
4.2.2
Connector R.
Terminals 1 - 9, “Start-Tig” signal (Process Active).
It is the retort of the welding Start command sent, via CAN bus, from the Robot Interface (25) to the
Power Source (21).
In the Plasma Console (30) it commands the solenoid valve opening and the spillage of the protection gas.
The protection gas flow begins with the “Start-Tig” signal but finishes automatically if within 3 seconds
does not arrive the “Arc-on-
Tig”signal; in such case in order to
restore the operation it is necessary
to inizialize newely the “Start-Tig”
signal (On - Off - On).
Contact closed = Start command.
Contact characteristic: 30 Vdc/125
Vac 0,5 Amax.
4.2.3
Connector V.
Terminals 3 - 6, “Arc-on-Tig”
signal (Current Flow).
Is the Tig arc on signal (welding in
act).
Is sent from Interface Robot (25) to
the Plasma Console (30), in order
to extend the flow of the protection
gas for all the welding lasting time.
The protection gas flow begins with
the “Start-Tig” signal, but it
finishes automatically if within 3 seconds does not arrive the “Arc-on-Tig” signal.
At the welding end, the lack of the “Arc-on-Tig” signal interrupts the protection gas flow.
Contact closed = Tig arc lit.
Contact characteristic: 30 Vdc/125 Vac 0,5 Amax.







































































