


























12
DEUTSCH
Rundstanzungen von ø 15,5 bis 30,5 mm
(siehe Bild 4)
1 – Zur Führung mit einer Bohrmaschine am festgelegten Punkt eine Pilotbohrung in das Blech
bohren. Die Pilotbohrung mit dem Spiralbohrer der Größe ø11.5 mm ausführen, der zum
Lieferumfang gehört.
2 – Den Zugbolzen
TD-11
vollständig in den Kolben (16) des Kopfes eindrehen.
3 – Die Matrize auf den Zugbolzen aufsetzen und sie bis zum Anschlag an den Kopf schieben.
4 – Den Zugbolzen in die Pilotbohrung einführen und den Stempel auf den Zugbolzen bis zum
Blech aufschrauben.
Rundstanzungen von ø 28,5 bis 89 mm
(siehe Bild 4)
– Zur Führung mit einer Bohrmaschine am festgelegten Punkt eine Pilotbohrung in das Blech
bohren. Dabei einen Spiralbohrer ø 20 mm benutzen. Alternativ dazu kann die Pilotbohrung
mit dem Bohrer der Größe ø 11.5 mm Anschließend die Bohrung mit dem KIT RD20,5SS erweitern.
– Den Zugbolzen
TD-19
vollständig in den Kolben (16) des Kopfes eindrehen.
Anmerkung: Der Zugbolzen TD-19 hat an beiden Enden ein 3/4"-Gewinde. In den Kolben die
Seite mit dem kürzeren Gewinde eindrehen.
– Gemäß den vorher beschriebenen Punkten 3 und 4 fortfahren.
Rundstanzungen von ø 100 und 120 mm
(siehe Bild 4)
– Zur Führung mit einer Bohrmaschine am festgelegten Punkt eine Pilotbohrung in das Blech
bohren. Dabei einen Spiralbohrer ø 29 mm benutzen. Alternativ dazu kann die Pilotbohrung
mit dem Bohrer der Größe ø 11.5 mm Anschließend die Bohrung mit dem KIT RD30,5SS erweitern.
– Den Zugbolzen
TD-28,5 (
er ist im Lieferumfang des KIT RD.. enthalten
)
vollständig in den Kolben
(7) des Kopfes eindrehen.
– Gemäß den vorher beschriebenen Punkten 3 und 4 fortfahren.
Quadratische und rechteckige Stanzungen
(siehe Bild 4)
– Zur Führung am festgelegten Punkt mit einer Bohrmaschine eine Pilotbohrung in das Blech
bohren.
– Den Zugbolzen vollständig in den Kolben (16) einschrauben (er ist im Lieferumfang des KIT RD..
enthalten).
– Die Matrize auf den Zugbolzen aufsetzen und sie bis zum Anschlag an den Kopf schieben.
– Den Zugbolzen in die Pilotbohrung einsetzen und den Stempel auf dem Zugbolzen bis zum
Blech
schieben.
– Die Kontermutter vollständig auf den Zugbolzen aufschrauben, um alle Bauteile zu fi xieren.
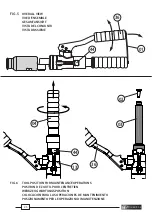
2.2) Drehbewegung des Kopfes
(siehe Bild 1)
Der Kopf des Werkzeuges kann um 360° gedreht werden und der Stanzkopf kann noch um max.
180° abgewinkelt werden.
Achtung: Der Kopf darf keinesfalls in eine andere Position gedreht werden, während das Werk-
zeug unter Druck steht.
2.3) Stanzung
(siehe Bild 3)
Vor dem Stanzen folgendes beachten:
• Den ordnungsgemäßen Anschluss der Matrize am entsprechenden Stempel kontrollieren.
• Die vollständige Verschraubung des Zugbolzens im Kolben des Kopfes überprüfen.
• Die vollständige Verschraubung des Stempels auf dem Zugbolzen (bis zum Blech) überprüfen.
• Nicht in den Stanzbereich fassen. Verletzungsgefahr!







































































