




















5
4.
Machine intro
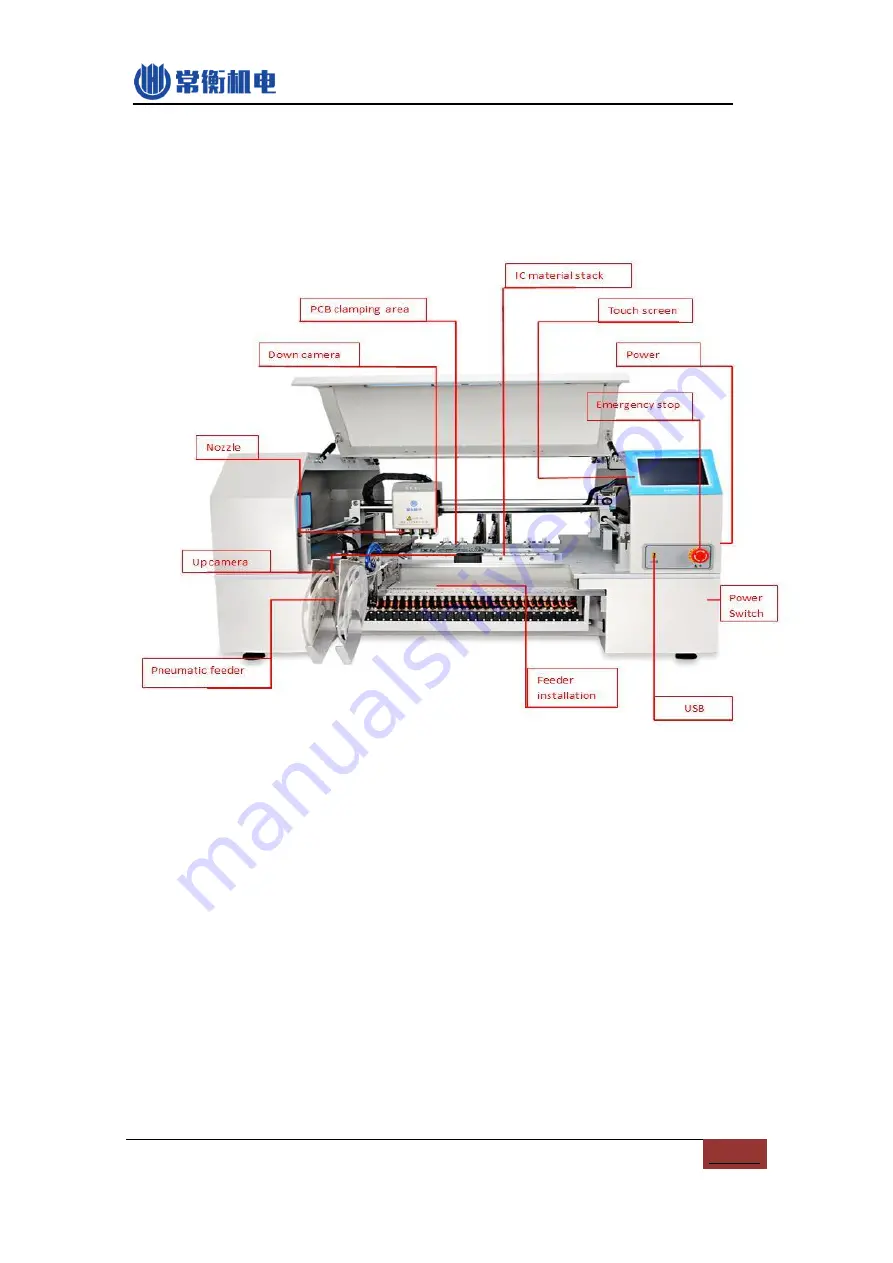
CHMT560P4 machine structure as below:
PIC4-1
(1)
Nozzles
: 4 heads with Juki nozzle
(2)
Down-looking camera
: help positioning and for mark point calibration.
(3)
PCB clamping area:
push the PCB on the end of left corner
(4)
Bulk IC material stack:
put some loose-packed ICs
(5)
Full Touch screen:
Touch pen or external USB mouse supported
(6)
Power:
220v or 110v, fuse inside it
(7)
Emergency button:
press it will emergency stop, rotate to right it will pop out and
back to normal working
(8)
Power switch:
turn ON/OFF machine
(9)
USB:
connect external USB flash
(10)
Up-looking camera:
use for component positioning and angle calibration
(11)
Feeder installation area







































































