


















LIFTING MACHINE
The Model B requires the use of lifting equipment such as a fork lift, engine hoist or boom crane.
Do not
lift machine by hand. See the warning below. Used in conjunction with lifting straps and following safe
lifting procedures as detailed by the manufactures of these lifting devices, the lathe / mill can be safely
lifted off of the pallet and placed on a sturdy work bench.
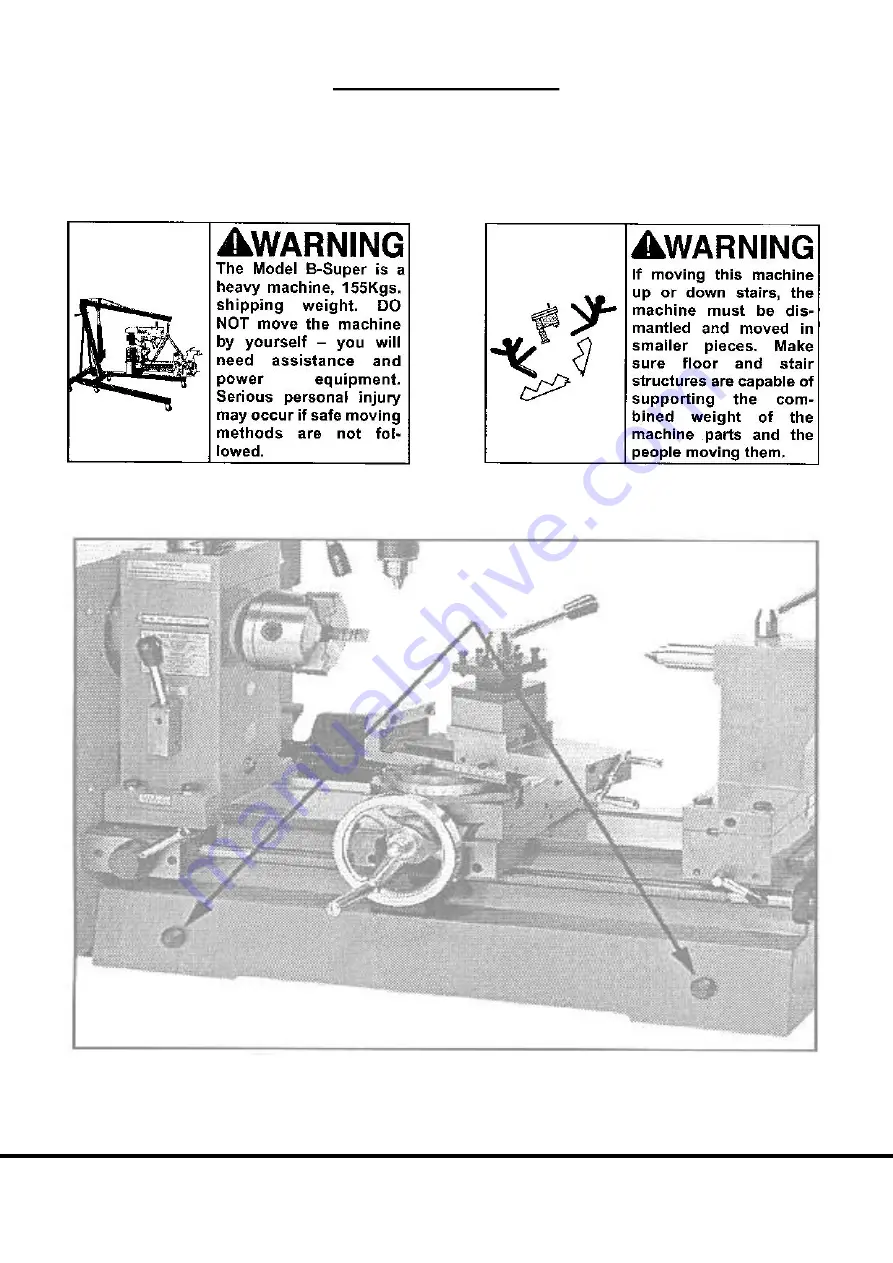
Do not
lift the machine from any other points than those pictured in
Figure 2.
Chester UK Model B
3




































































