


















12
9. Maintenance and Servicing
9.1
Lathe Alignment
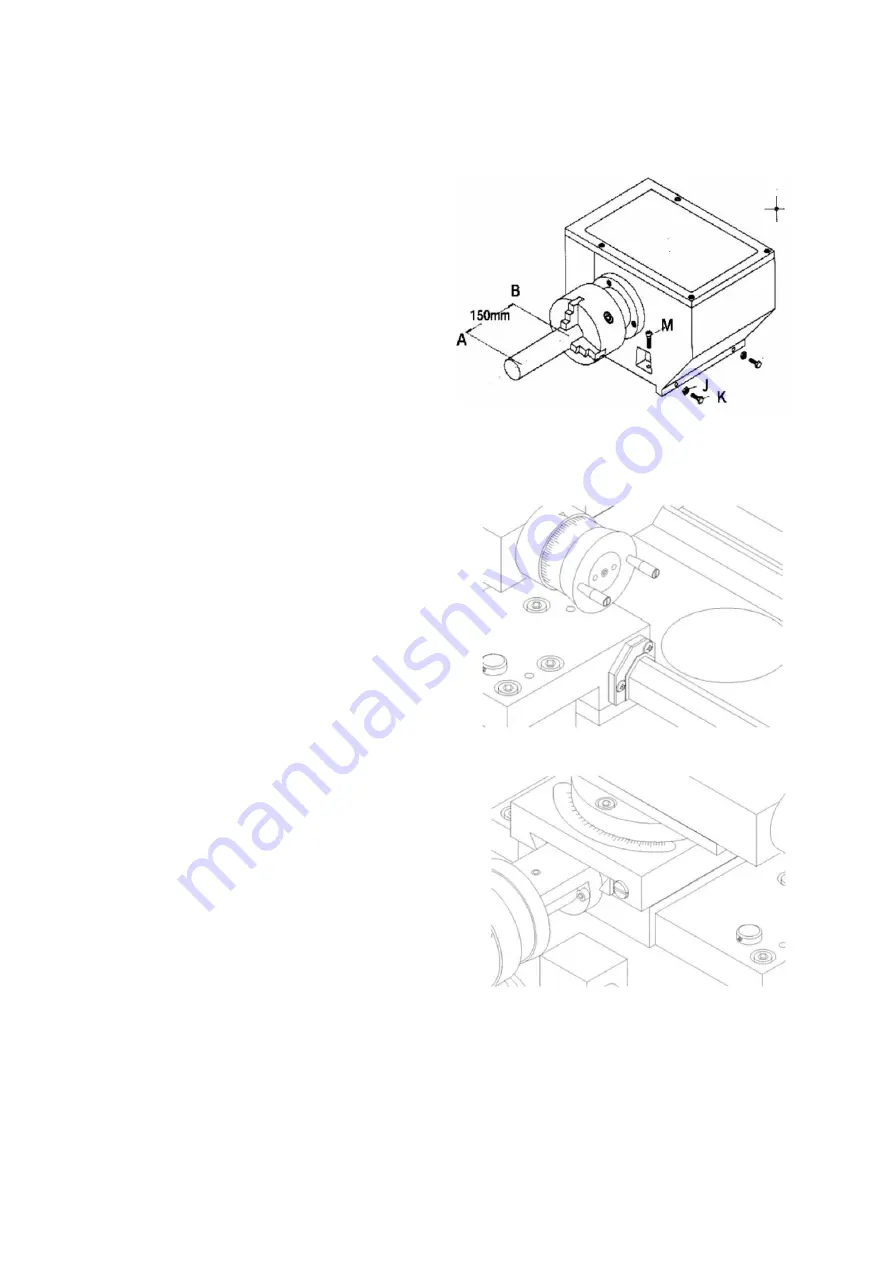
When the lathe is installed and ready for
use, it is recommended to check the
machines alignment before commencing
work. Alignment and levelling should be
checked regularly to insure continued
accuracy.
Adopt the following procedure:
Take a steel bar with a diameter of approx.
50mm and a length of approx. 200mm.
Spin it in the chuck without using the
centre and take a cut over a length of
150mm and measure the difference
between A and B. To correct any possible difference, loosen the screw (K) clamping
the headstock on the bed and adjust the headstock. Repeat this procedure until all
the measurements are the same.
9.2
Saddle Strip
Wear on the rear saddle gib strip may be
accommodated by the adjustment of the
socket head set screws.
First remove the rear splash guard and
release the hexagon nuts, turn the socket
head set screws slightly in clockwise and then
re-clamp the hexagon nuts. Care should be
taken not to over adjust the Gib strip. A 45°
turn at the socket head set screw approx.
0.125 (0.005”) take up in the gib.
9.3
Cross Slide
Wear the taper gib strip may be adjusted by a
clockwise rotation of the slotted head screw on
the front face of the cross slide. The procedure
is to slacken the similar screw at the rear then
retighten this after adjustment to clamp the gib
into its new position.
Summary of Contents for Crusader VS
Page 7: ...7 6 2 Operation Symbols ...
Page 14: ...14 10 Parts List and Diagrams Bed Assembly 1 2 ...
Page 17: ...17 Bed Assembly 2 2 ...
Page 19: ...19 Headstock Assembly 1 3 ...































































