



























15
11- PP (push-pull).
Avec la torche Push-Pull (EL 900005) est activée la
fonction PPF (Push Pull Force) qui règle le couple
d’entraînement du moteur push-pull pour rendre linéaire
l’alimentation du fil. Le réglage est effectué avec le bouton
AN
et peut varier de 99 à -99. Le réglage standard est 0.
12- Ito. (inching time out).
Le but est d’arrêter le poste à souder si, après le démarrage,
le fil sort pour 50 cm sans passage de courant.
La sortie du fil de la torche peut être réglée de 5 à 50
centimètre avec le bouton
AN
. La fonction étant rappelée
pourra être activée (
On
) ou désactivée (
Off
).
13- Fac. (usine).
Le but est de rétablir les valeurs usine du poste à
souder définies par le fabricant lors de la première
fourniture. La fonction étant sélectionnée, le display
AM
visualise,
noP
= commande le poste à souder sur les
valeurs enregistrées lors de la première fourniture, sans
considérer les programmes mémorisés,
Prg =
efface tous
les programmes mémorisés et
ALL =
commande le poste
à souder sur les valeurs enregistrées lors de la première
fourniture.
Pour confirmer la fonction désirée il suffit d’appuyer pour
3 secondes la touche
AV
, le sigle visualisé sur le display
AM
commencera à clignoter et après quelques secondes,
un son confirmera la mémorisation.
6 INSTALLATION
L’installation de cette machine doit être faite par du
personnel expert. Ne placez pas le poste à souder sur le
sol avec une inclinaison de plus de 10°.
Assurez-vous que la tension d'alimentation est 230V
50/60Hz et 30 ampères minimum. Si vous êtes connectés
à un circuit protégé par des fusibles, utilisez un fusible
temporisé marqué « D ». Utilisez une prise Nema type
6-30P pour 230 V et assurez-vous que le «
fil conduc
-
teur vert
» du câble d'alimentation est relié à la masse ou
«borne de mise à la terre».
6.1 EMPLACEMENT
Le poids du poste à souder est environ
80 Kg
.
Positionner l’appareil dans une zone assurant une bonne
stabilité, une ventilation efficace et telle à éviter l’entrée
possible de poussière métallique (par ex. émeri).
6.2 MISE EN ŒUVRE
Monter les roues arrière.
Connecter la fiche sur le câble d’alimentation en faisant
attention à relier le conducteur jaune vert au pôle de terre.
Assurez-vous que l’alimentation du voltage corresponde
bien à la valeur nominale du poste à souder.
Dimensionner les fusibles de protection d’après les
données indiquées sur la plaquette des données
techniques.
Ce poste à souder a été spécialement conçu pour bran-
cher simultanément 2 torches de soudure et 2 bobines
de fil diamètre 300 mm, mais la machine ne peut pas
souder avec les 2 torches en même temps. Le choix de
la torche à utiliser se fait au moyen du commutateur
D
.
La bouteille du gaz doit être munie d’un réducteur de
pression et d’un débitmètre. Si la bouteille est placée sur
la tablette du chariot de transport, elle doit être fixée avec
la sangle prévue à cet effet. Uniquement après avoir pla-
cé la bouteille, reliez le tuyau du gaz sortant du panneau
arrière de la machine au régulateur de pression.
Du panneau arrière sortent 2 tuyaux gaz, l'un à utiliser
avec le raccord centralisé
B
et l’autre avec le raccord
centralisé
B1
; pour la combinaison correcte voir la pla-
quette à côté.
Réglez le débit du gaz approximativement à 8-10 litres/
minute.
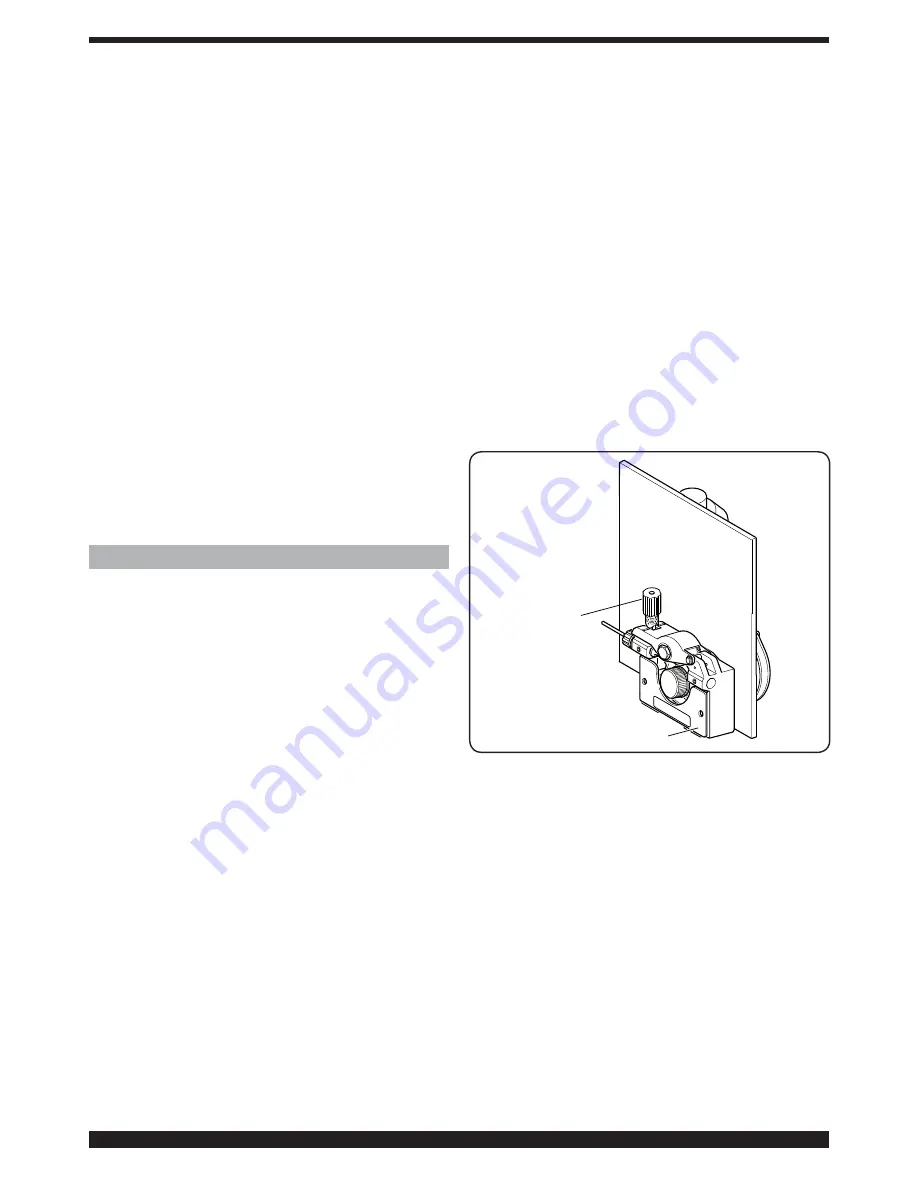
Pour vérifier que la gorge des galets corresponde au
diamètre du fil utilisé, ouvrir la pièce latérale mobile, retirer
le couvercle
CA
, débloquer le galet presse-fil avec le
bouton de réglage de la pression
BN
, remplacer le galet
et repositionner le couvercle
CA
( Voir fig.4).
BN
CA
Fig. 4
Monter la bobine du fil et insérer le fil dans le dispositif
d’entraînement-fil et dans la gaine de la torche.
Bloquer le galet presse-fil avec le bouton
BN
et régler la
pression. Mettre en marche la machine.
Régler le gaz avec la touche
AY
et faire avancer le fil avec
la touche
AW
.
N.B
. Si on utilise des fils de 0,6mm de diamètre il est
conseillé de remplacer la gaine de la torche de soudure
avec una gaine de diamètre interne approprié.
Une gaine avec un diamètre interne trop grand n'assure
pas un déroulement correct du fil de soudure.
Summary of Contents for MultiMig 521
Page 25: ...25 ...
Page 26: ...26 44 ...







































































