





























23
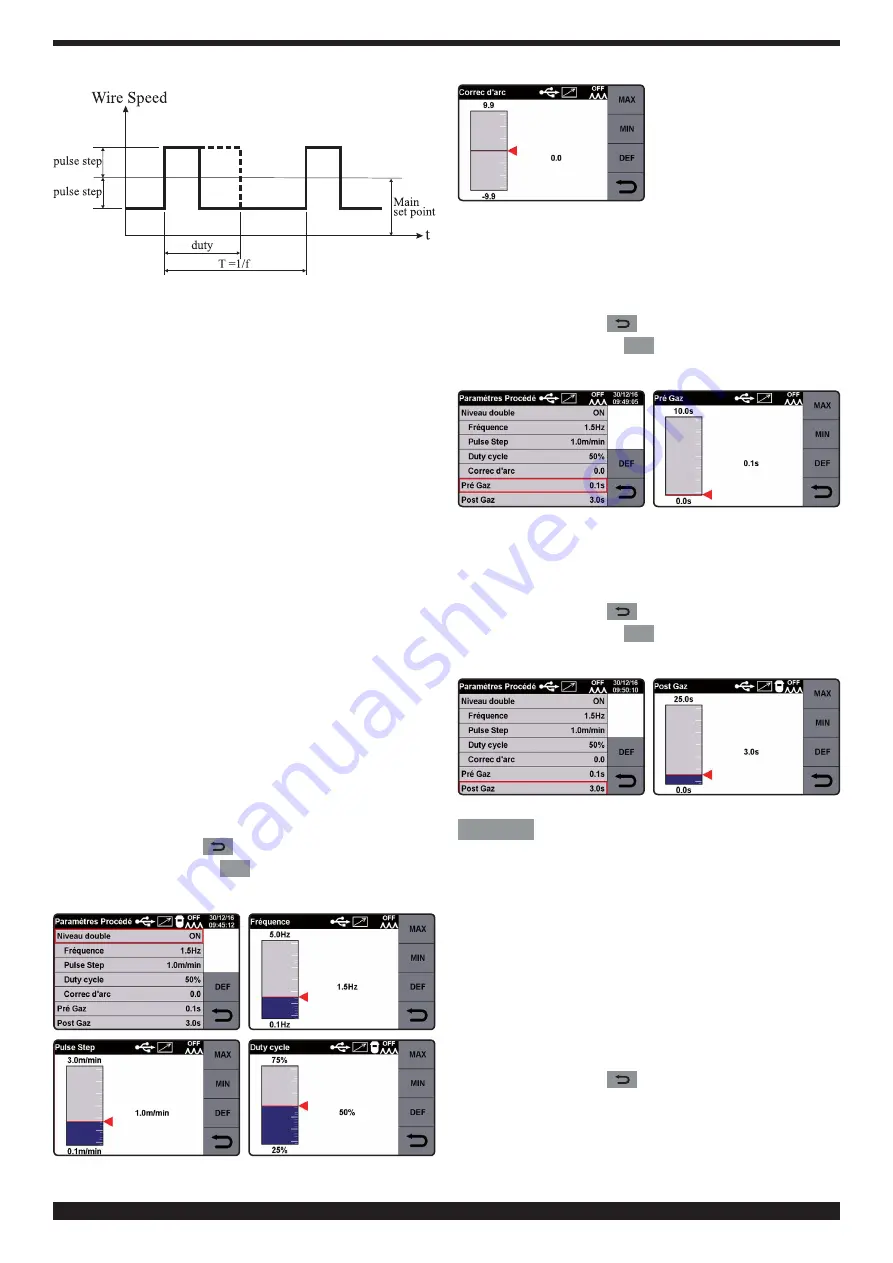
Fréquence du niveau double.
La fréquence, exprimée en Herz, est le nombre de
périodes par seconde.
Période signifiant l'alternance entre la vitesse haute et
la vitesse basse.
La basse vitesse, qui ne pénètre pas, est utilisée par
l'opérateur pour se déplacer d'une maille à la maille
suivante; la haute vitesse, correspondant au courant
maximal, est le courant qui pénètre et réalise la maille
de soudure. L'opérateur s'arrête alors pour réaliser la
maille.
Différence de vitesse.
Est la grandeur de la variation
de la vitesse en m/min.
La variation détermine la somme et la soustraction de
m/min de la vitesse de référence préalablement décri-
te. Les paramètres étant égaux, si on augmente le
nombre, la maille sera plus large ou on obtiendra une
pénétration plus importante.
Cycle de travail
. Est le double niveau exprimé en
pourcentage, c'est le temps de la vitesse/ courant le
plus élevé par rapport à la durée de la période. Les
paramètres étant égaux, il détermine le diamètre de la
maille et la pénétration.
Correction de l'arc
. Règle la longueur de l'arc de la
vitesse/courant plus important.
Attention
: un bon réglage prévoit une longueur d’arc
égale pour les deux courants.
Si on tourne le bouton
2
on sélectionne le paramètre et
on confirmer le choix, en appuyant le même bouton.
Pour confirmer le choix il suffit d' appuyer sur le bouton
2
ou bien la touche
.
Appuyer sur la touche
DEF
pour rétablir les paramètres
préréglée par le fabricant.
•
Pregaz
.
Le réglage peut varier de 0 à 10 à secondes.
Si on tourne le bouton
2
on sélectionne le paramètre et
on confirmer le choix, en appuyant le même bouton.
Pour confirmer le choix il suffit d' appuyer sur le bouton
2
ou bien la touche
.
Appuyer sur la touche
DEF
pour rétablir les paramètres
préréglée par le fabricant.
•
Postgaz
.
Le réglage peut varier de 0 à 25.
Si on tourne le bouton
2
on sélectionne le paramètre et
on confirmer le choix, en appuyant le même bouton.
Pour confirmer le choix il suffit d' appuyer sur le bouton
2
ou bien la touche
.
Appuyer sur la touche
DEF
pour rétablir les paramètres
préréglée par le fabricant.
Accessoires
EMPLOI DES ACCESSOIRES DE LA
MACHINE.
•
Règles d'utilisation de l'unité de refroidissement
.
Cette fonction permet de programmer la mise en mar-
che du groupe de refroidissement.
Les choix sont
OFF
–
ON
–
AUTO
; la configuration par
défaut est
OFF
. Si on sélectionne "
AUTO
", lors de l'al-
lumage de la machine le groupe de refroidissement est
activé; si le bouton torche n'est pas enfoncé, après 30
secondes le groupe s'éteint. Si on appuie sur le bouton
torche, le groupe est activé de nouveau et il s'éteint
après 3 minutes que le bouton est relâché.
Pour confirmer le choix il suffit d' appuyer sur le bouton
2
ou bien la touche
.
Summary of Contents for MultiMig 721 Multivoltage
Page 45: ...45 WIRING DIAGRAM ...
Page 46: ...46 GENERATORE POWER SOURCE POWER SOURCE ART 386 64 ...
Page 48: ...48 TROLLEY ...
Page 50: ...50 WIRE FEED MOTOR ...
Page 52: ...52 ...







































































