





























26
A
L'afficheur visualise le courant de soudure en Ampère,
et la tension de soudure en Volt.
B
Pour exécuter le test gaz voir le paragraphe re-
latif sous "
PROCÉDÉ MIG
".
C
Start mode.
Mode 2T et 4T.
Pour le fonctionnement voir les paragraphes "
PROCÉ-
DÉ MIG"
.
Mode 3L
.
Au moyen du bouton de la torche sont disponibles 3 cou-
rants rappelables en soudure. L'enregistrement des cou-
rants et du temps de raccord est le suivant:
Courant de démarrage
, possibilité de réglage de 10 à
200% du courant enregistré de soudure.
Rampe de raccord
:possibilité de réglage de 0,1 à 10 se-
condes. Définit le temps de raccord entre le
courant de
démarrage
et le courant de soudure et entre le courant
de soudure et le
courant de cratère
ou remplissage du
cratère de fin soudure
Le courant de démarrage, possibilité de réglage de 10 à
200% du courant enregistré de soudure.
La soudure commence quand le bouton torche est en-
foncé. Le courant rappelé sera le
courant de démar-
rage
. Ce courant est maintenu jusqu'à quand le bouton
torche est enfoncé; quand le bouton est relâché, le cou-
rant de démarrage se raccorde au courant de soudure
et il est maintenu jusqu'à quand le bouton torche est de
nouveau enfoncé.
Quand le bouton torche est enfoncé encore, le courant
de soudure se raccorde au
courant de crater-filler
et il
est maintenu jusqu'à quand le bouton torche est relâché.
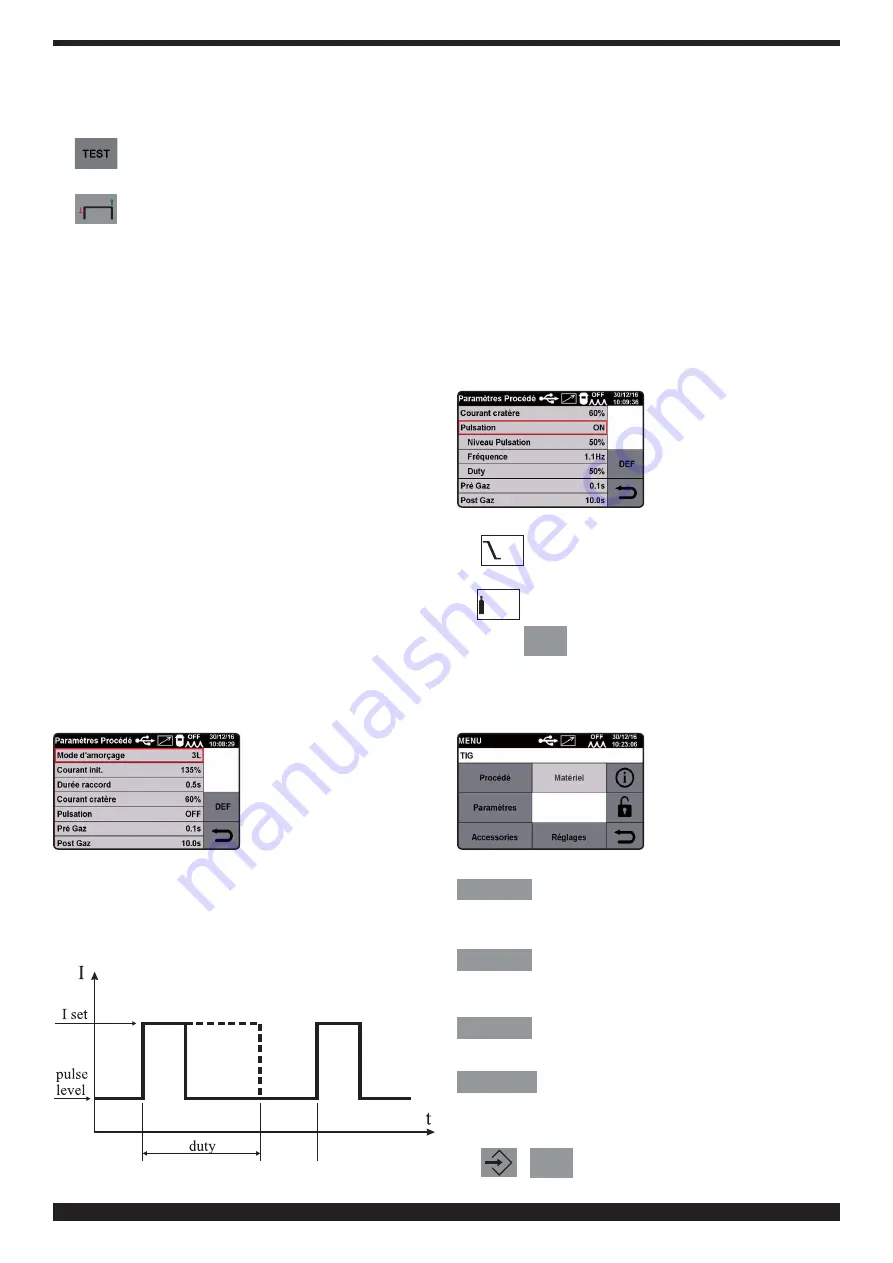
Pulsé
(Utilisable en Mode 2T-4T et 3L).
Soudage TIG avec pulsation.
Ce type de soudure fait varier l'intensité de courant entre
deux niveaux et la variation a lieu à une certaine fréquence.
Impulsion.
Avec cette commande on règle le courant le plus bas en-
tre les deux nécessaires pour ce processus de soudure,
et le pourcentage de ce courant par rapport au courant
principal est visualisé.
Cette impulsion peut être réglée de 1% à 100% du cou-
rant principal.
Fréquence
C'est la fréquence de pulsation.
Cette valeur peut être réglé de 0,1 Hz à 500 Hz.
Cycle de travail
C'est le temps de durée du courant le plus élevé exprimé
en pourcentage par rapport au temps de la fréquence.
Cette valeur peut être réglée de 10% à 90%.
D
0.5s
Rampe de descente du courant
.
Réglable de 0 à 10 secondes.
E
10.0s
Post Gaz
.
Réglable de 0 à 25 secondes.
F
MENU
Menu.
Pour sélectionner cette fonction il suffit de la sélectionner
avec un doigt.
Une fois sélectionnée on entre dans le
Menu Principal
.
Procédé
CHOIX DU TYPE DE PROCESSUS DE
SOUDURE, MIG, TIG
ou
MMA
(voir instruc-
tions dînas le chapitre
Procédé MIG
).
Paramètres
CHOIX DES PARAMETRES DE PROCÉDÉ
(voir instructions dans le paragraphe Start
Mode
3L
du Chapitre
Procédé MIG
).
Accessories
EMPLOI DE LA MACHINE
(voir instructions
dînas le chapitre
Procédé MIG
).
Réglages
MENU ENREGISTREMENTS MACHINE
(voir instructions dînas le chapitre
Procédé
MIG
).
G
JOB
Menu Job
(voir instructions dînas le
chapitre
Procédé MIG
).
Summary of Contents for MultiMig 721 Multivoltage
Page 45: ...45 WIRING DIAGRAM ...
Page 46: ...46 GENERATORE POWER SOURCE POWER SOURCE ART 386 64 ...
Page 48: ...48 TROLLEY ...
Page 50: ...50 WIRE FEED MOTOR ...
Page 52: ...52 ...







































































