






















10
spacer to get the same reading.
Put the spirit level on headstock end put the spirit level on tailstock end
The adjustments at one end will affect the reading of the other, so the leveling procedure
should repeat many times, making necessary adjustments using staff ruler and iron spacer. After
the adjustments finished, turn sown slightly t he screw foundation bolt until they rest under slight
tension. The tension should be such that it does not change the level reading. Recheck level after
fixing the bolt, if necessary, make minor adjustment.
After the machine has been put to use for a perio d of time, check level to observe if the
original condition exists, make adjustments properly as the above mentioned way if necessary.
( make a erasable marker at one end of the spirit level to keep the same direction for every
reading. )
CAUTION: THE LOW PRECISION SPIRIT LEVEL MUST NOT BE USED.
SCHEDULE OR PERIODIC LEVEL CHECK AS A PART OF YOUR MAINTENANCE
SCHEDULE.
9. LUBRICATION CHART
Summary of Contents for CZ1224
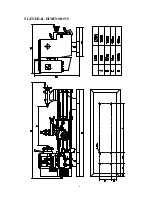
Page 7: ...6 5 GENERAL DIMENSIONS ...

























































