





















15
When using the back gears for low speed and heavy cutting, pleas e proceed as follows in
order to obtain the low speeds from 50 to 220 rpm.
a) Moving the control lever to middle state, turning off the motor, the spindle stop running.
b) Pull out the lock pin “A” from the gear “B” make a half turn to set it in the “out”
position
as show right picture.
c) Pull the lever (4) and turn back to engage the
gears. If difficulty, slightly running the spindle by hand
and make the gears easy to engage.
10.4 MAIN SPINDLE ROTATION
Starting, stopping, forward and reverse of spindle can be mad merely by the control lever
(1) , when using the control rod, firstly, pull the lever to headstock direction, then pull it up or
down.
Control rod on the up
Control rod on the middle
Control rod on the down
See the above picture, moving the control lever down the spindle will be forward rotation,
control lever up the spindle will be reverse rotation. Control lever middle the spindle will stop.
If the motor is one phase and need to change the direction of the spindle. Firstly, please move
the control lever from one side to middle, a little stop till the motor stop then move up or down,
if move control lever from one side directly to another side, the direction of the spindle don’t
change.
10.5 GEAR BOX
Quick
—
change gear system design the rate of the spindle to lead screw and feed rod when
it is used to cutting thread, external turning and facing. Quick
—
change gear box is controlled by
two handles. Handle (1) exists A.B.C.D.E. five positions. Handle (2) has 1. 2. 3. 4. 5. 6. 7. 8.
eight positions.
Handle (3) exists left. Middle and right three positions. Handle to right, lead screw running
and the machine is used to external turning, internal turning and facing. Handle to middle, it is
parking.
This machine can be used to cut metric and inch threads when putting the handle (1),
handle (2) to the proper position. Please change the gear A. B. C. D. when it is necessary.
1. Belt tension lever 2. V-belt 3. V-belt
4. Lever 5. Gear B 6. Pin A
Summary of Contents for CZ1224
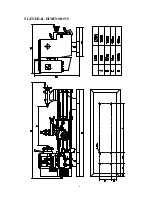
Page 7: ...6 5 GENERAL DIMENSIONS ...
































































