



















51-20
Page 40
All
EFFECTIVITY:
C I R R U S
A I R P L A N E M A I N T E N A N C E M A N U A L
M O D E L S R 2 0
15 Jun 2010
(1)
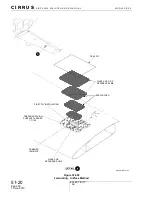
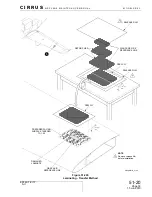
Typical Cure Using Hot Air Dryer Enclosure and Monitoring System
A simple enclosure around the repair is constructed using bagging film taped to the surrounding
structure. A slit is cut into the enclosure and the hot air dryer positioned in such a way that it
doesn't contact the structure and is not blowing directly at the repair area. Thermocouples
should be placed in contact with the structure immediately adjacent to the repair. At least one
thermocouples should be used for every 1 - 2 square feet of repair area. It is recommended that
at least two thermocouples be used. Part temperature is controlled through the use of an elec-
tronic temperature control unit which will shut the hot air dryer off at a preset temperature. Part
temperature may also be controlled by cutting vent holes in or insulating the enclosure and/or by
insulating the backside of the repair area. The electronic temperature control unit is used below.
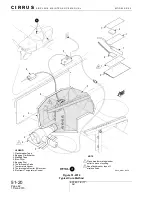
(a)
Acquire necessary tools, equipment, and supplies.
(b)
Solvent clean area where bag will be attached.
(c)
Attach thermocouple monitor and electronic temperature control unit probes near repair
area.
(d)
Construct enclosure around repair area using bagging film material and masking tape.
(e)
Place a small slit in bagging film material and use masking tape to attach blow dryer with
breather insulation wrapped around the outlet to prevent scuffing.
(f)
Place masking tape at the locations where thermocouple probes will be positioned.
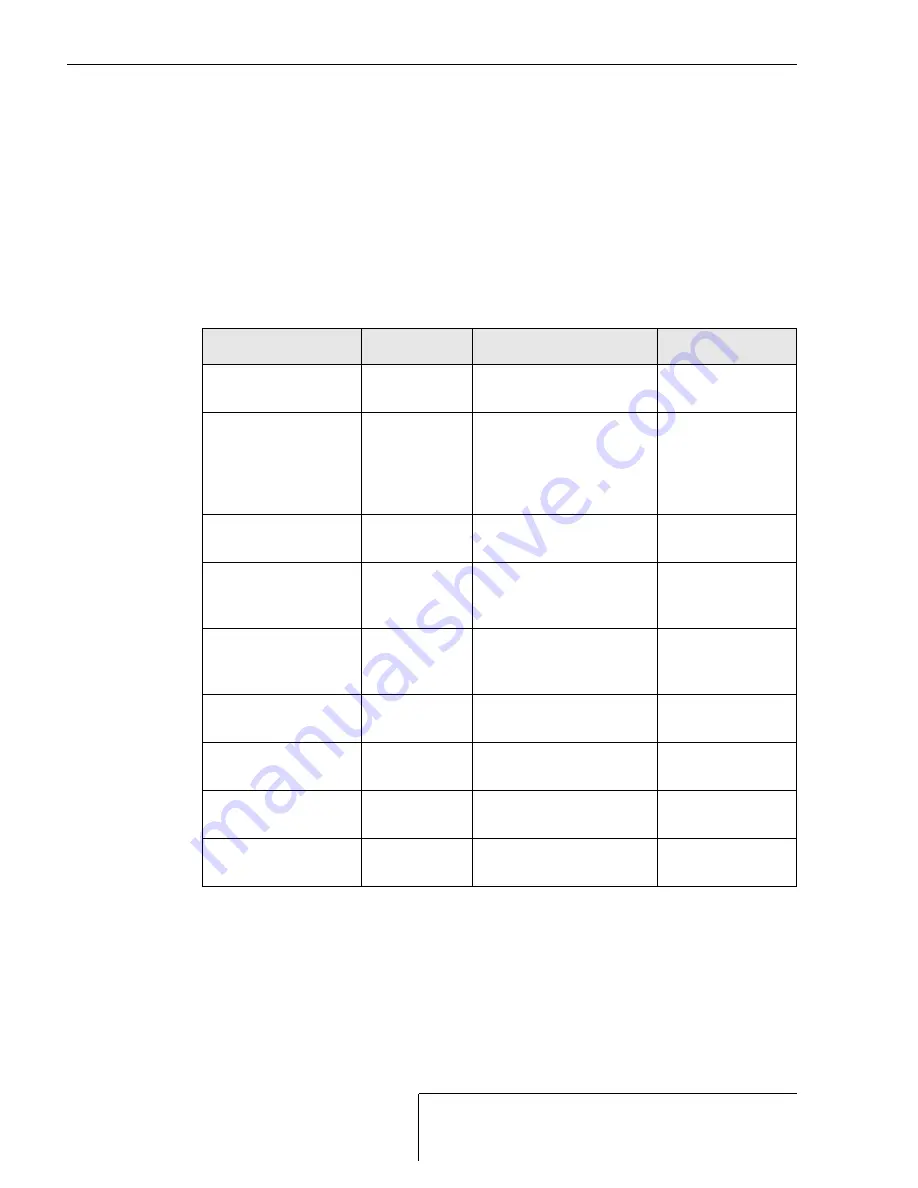
Description
P/N or Spec.
Supplier
Purpose
Stick Pin
-
Any Source
Release trapped
air.
Thermocouple
Monitor With Infrared-
RS232 adaptor, serial
adaptor, and 2 Type J
Thermocouple Probes
600-1050/
600-0092
Telatemp Corporation
Fullerton, California 92831
800-321-5160
Indicating and
recording.
Bagging Film
Enclosure.
Electronic Tempera-
ture Control Unit
a
a. or equivalent
A419ABG-3C
Johnson Controls, Inc.
Milwaukee, WI 53201
414-524-4000
Temperature con-
trol.
Infrared Thermometer
b
b. or equivalent
MiniTemp MT4
w/ laser point
Raytek Corporation
Santa Cruz, CA 95061
800-866-5478
Measurement.
Bagging Film Breather
(100 sq. ft.)
Protection.
Flashbreaker Tape
2.0 inches (5.0 cm)
Protection.
Masking Tape (2 Rolls) 3.0 inches
(7.6 cm)
Any Source
Sealing.
Blow Dryer
(1500 - 1875 Watt)
-
Any Source
Heating.







































































