





























19
Parts & Service: 020 8988 7400 / E-mail: Parts@clarkeinternational.com or Service@clarkeinternational.com
OPERATING - BRAKE
BRAKE OVERVIEW
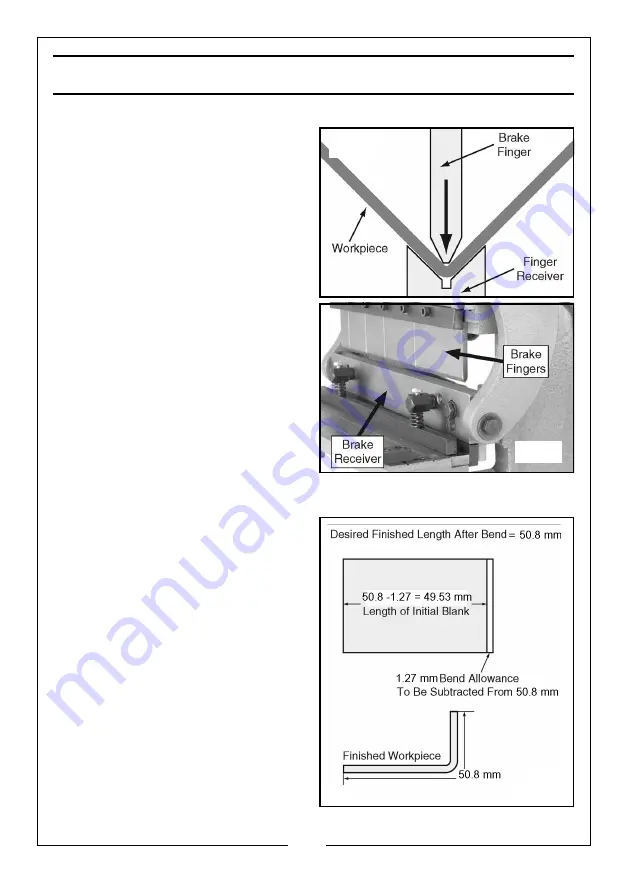
The brake of the SBR305 is used to
make bends of 0°-90° in sheet metal
up to 1 mm in thickness and 305 mm
in width. When you use the hand
crank, the brake fingers force the
workpiece into the groove of the
finger receiver to make the desired
bend (see Figures 29-30).
BEND ALLOWANCE
When metal is bent, the outside
overall dimension increases from its
original length-this amount is called
the bend allowance. A typical bend
allowance for a 90° bend in a 1 mm
mild steel workpiece is approximately
1.27 mm. That means you need to
start with a workpiece that is
approximately 1.27 mm shorter than
the desired outside length of the
finished workpiece, as illustrated in the example of Figure 31.
Calculating the bend allowance for
your operation requires many
variables, such as metal thickness,
type of material, radius of the bend,
etc. Detailed information for
calculating the bend allowance can
be found in metalworking handbooks
and on the internet.
An easy way to find the correct
dimension of your initial blank is to
measure a piece of scrap of the
same material as the workpiece,
make the bend, then measure the
piece again. The difference between
the two measurements is the bend
allowance, which you subtract from
the dimension of the workpiece
blank before the bend.
Fig. 29
Fig. 30
Fig. 31
Summary of Contents for 6560000
Page 36: ......







































































