





















29
Parts & Service: 020 8988 7400 / E-mail: Parts@clarkeinternational.com or Service@clarkeinternational.com
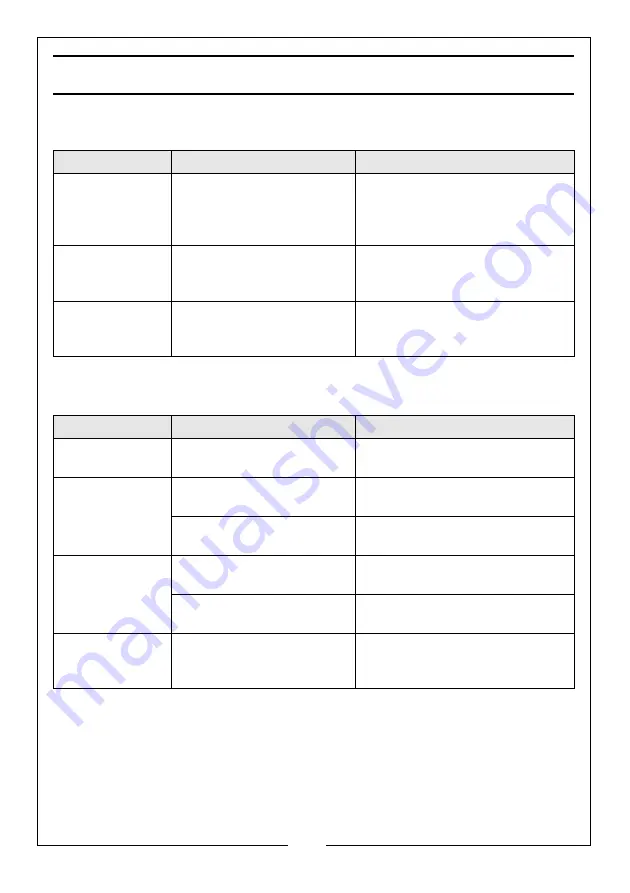
TROUBLESHOOTING
Slip Roll Operation
Brake Operation
PROBLEM
CAUSE
SOLUTION
Slip roll creates
cones when trying
to make a
cylinder.
Top and rear rollers not
parallel.
Use the diameter adjustment knobs
to make the rollers parallel.
Creases or
wrinkles in the
workpiece.
Excessive pressure applied
when rolling.
Reduce the radius and perform the
bend in several light passes.
Workpiece is
pitted or
scratched.
Workpiece or rollers are dirty
or damaged.
Thoroughly clean the workpiece
and rollers. Polish out any nicks/
burrs in the rollers, or replace them.
PROBLEM
CAUSE
SOLUTION
Heavy resistance
during bending.
Machine capacities are
exceeded.
Operate within the listed capacities
of the machine.
Bend radius is not
consistent across
workpiece.
Machine capacities are
exceeded.
Operate within the listed capacities
of the machine.
Fingers and receiver not
aligned.
Properly align the fingers and
receiver
Tips of brake
fingers are
chipping or rolling.
Fingers and receiver not
aligned.
Properly align the fingers and
receiver
Workpiece is too thick.
Operate within the listed capacities
of the machine.
Workpiece has
scoring marks.
Fingers or receiver scratched Polish out scratches, and apply
tape at the bend locations for
further protection
Summary of Contents for 6560000
Page 36: ......







































































