





MONTAGE
Alle Kupplungsteile reinigen.
Nb: Für die Kupplungen der Größe 28 bis 480 gibt es
eine Aus und Wiederaufbauanleitung für die verzahn-
ten Ringe.
VERBINDUNG VON NABEN UND WELLEN
a) Paßfederverbindung:
Paßfeder anpassen. Je nach Passungsart erleichtert
ein gleichmäßiges Erhitzen des Nabenkörpers auf
100°C bis 120°C die Montage. Die Paßfedernut ist
abzudichten.
b) Bei Schrumpfverbindung auf glatten Wellen, mit
einem Schrumpfmaß von 1,2 bis 1,6
0/00
erfolgt die
Erhitzung der Naben vorzugsweise im Ofen. Sie sollte
250°C bei einer Umgebungstemperatur der Welle
von 20°C betragen.
Vor der Erhitzung sind die Verschlußstopfen für die hy-
draulische Demontage zu entfernen und die Kontakt-
flächen zu entfetten. Die Dichtung muß vor der Hitze
der Nabe geschützt werden.
Ausrichtung und Demontage durch Schläge ist zu ver-
meiden.
Die bei der Ausrichtung, beim Zusammenbau, bei
der Schmierung und Wartung angewendete Sorgfalt
gewährleistet eine lange Lebensdauer der Kupplung.
EINBAU DER FEDERSEGMENTE
Die Kupplungen der Größen 5 bis 480 haben 2 Lagen
gleicher Federsegmente. Wir Empfehlen eine ver-
setzte Anordnung der Segmente.
MOUNTING
Clean all parts of the coupling.
Nb: For couplings size 28 to 480, there is a toothed
ring disassembly-reassembly notice.
FITTING THE HUB ON SHAFT
a) Keyed fit assembly
Adjust key as necessary. Dependant upon type of
adjustment and to facilitate fitting, we recommend
uniform heating of the hub to about 100°C to 120°C.
Secure the seal.
b) Shrink fit assembly, with an interference of 1.2 to
1.6
0/00
. Degrease all contact surfaces and remove
plugs from holes provided for hydraulic dismantling.
Heat preferably in a furnace – to 250°C assuming an
ambient temperature of 20°C.
Upon fitting, ensure protection of the seal from the
heat of the hub.
The use of a hammer (creating shocks) for fitting or
dismantling is not advised.
CARE TAKEN DURING ASSEMBLING AND ALIGNING,
TOGETHER WITH CORRECT LUBRICATION AND
MAINTENANCE, WILL ENSURE A SATISFACTORY
LIFE FOR THE COUPLINGS.
POSITIONING OF THE GRIDS
Couplings 5 to 480 include two identical spring layers.
We recommend a staggered arrangement of the
spring segments between layers.
MONTAGE
Nettoyer toutes les pièces de l’accouplement.
Nb: Pour les tailles d’accouplements de 28 à 480, il
existe une notice de démontage-remontage de frette.
CALAGE DES MOYEUX SUR LES ARBRES
a) Assemblage claveté
Ajuster la clavette. Selon le type d’ajustement un
chauffage uniforme de l’ordre de 100°C à 120°C faci-
lite le montage. Etancher la rainure de clavette.
b) Assemblage par frettage sur arbre lisse, avec un
serrage de 1,2 à 1,6
0/00
, le chauffage sera fait de
préférence au four et devra atteindre 250°C pour
une température ambiante de l’ordre de 20°C. Avant
chauffage, enlever les bouchons prévus pour le dé-
montage hydraulique, et dégraisser les surfaces en
contact.
Le joint devra être protégé de la chaleur du moyeu.
Calage et démontage par chocs sont à proscrire.
LES SOINS APPORTÉS AU LIGNAGE, A L’ASSEM-
BLAGE, A LA LUBRIFICATION ET A L’ENTRETIEN, AS-
SURERONT LONGEVITE A L’ACCOUPLEMENT.
MONTAGE DES RESSORTS
Les accouplements tailles 5 à 480 comportent deux
couches de ressort identiques. Nous conseillons de
monter en quinconce les extrémités des segments de
chaque couche.
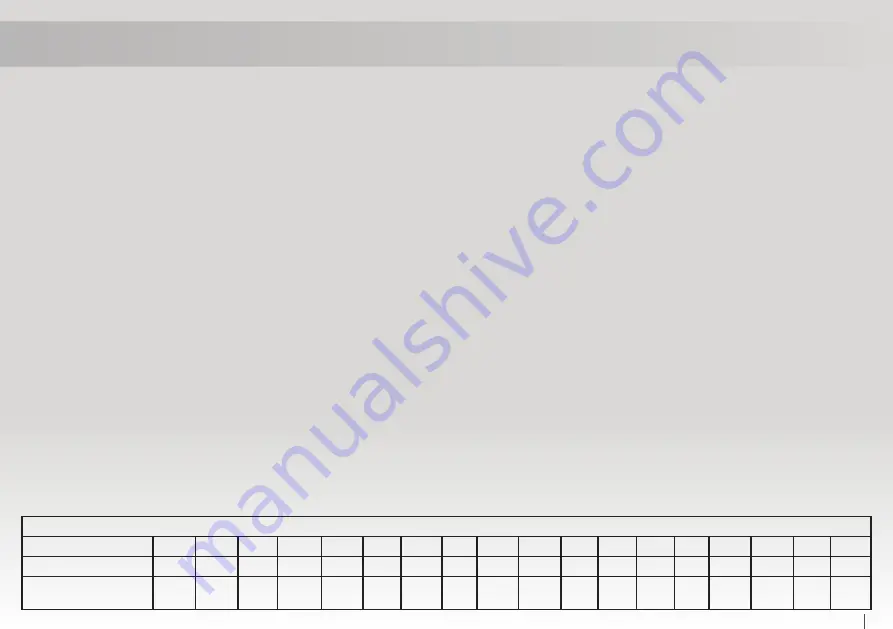
Nombre de segments total n - Total number of segments n - Zahl d. Segmente n
Taille – Size – Größe
Z
000
00
0
1
2
5
9
16
28
43
70
95
150
220
300
380
480
n
1
1
1
2
2
2
4
4
4
6
8
8
8
10
12
14
16
14
Nbre de couches - Nbr of
layers - Zahl Schichten
1
1
1
1
1
1
2
2
2
2
2
2
2
2
2
2
2
2
3







































































