























Model SH-2012AH-QG
Cutting Machine
(
C002
)
39
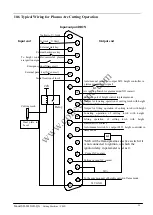
10.6 Typical Wiring for Plasma Arc Cutting Operation
1
14
2
15
3
16
4
17
5
18
6
19
7
20
8
9
21
10
22
11
23
12
24
25
13
Input/output(DB25)
Input end
Output end
X+ limit Y+ limit
External start key
External backspace key
To height controller/successful plasma
arc ignition signal
Emergency stop(NC contact)
External pause key(NC contact)
Cutting torch
24V
Auto/manual switch for output M38 height controller in
plasma mode(corner signal)
K1
Common port of height control in plasma mode
Output for lowering operation of cutting torch with height
controller(NO contact)
Output for lifting operation of cutting torch with height
controller(NO contact)
Auto/manual switch for output M38 height controller in
flame mode
K1
24V GND
24V+
To the common port of height control in flame mode
*
M20 will be flame/plasma selective switch if it
is not connected to ignition, of which the
ignition delay in parameter is set as 0.
Initial location of torch
Relay
Arc ignition switch for plasma mode(NO contact)
Lowering operation of cutting torch with height
controller(NC contact)
Lifting operation of cutting torch with height
controller(NC contact)
Corner NC contact
Cutting oxygen NC contact
X- limit Y- limit
Steel plate to
be cut
www.collectcnc.com







































































