




























Model SH-2012AH-QG
Cutting Machine
(
C002
)
26
Notes:
1)
When selecting the above parameters, it is required to save the change separately by pressing [F8] key for validation.
2)
If the password of "1928" is entered in the main window of SETUP, the saving menu of [F8] will turn to
factory setting. In this mode, every modification to parameter will be saved into the factory setting
parameters and the active user parameters. When initializing parameters, it is suggested to set the factory
parameters as active parameters; otherwise, the modifications will be validated to the active user
parameters.
7.2. SETUP(parameter setting)
7.2.1. Speed parameters
In the SETUP submenu, press [F1] key to enter speed parameters setting window, as shown in Fig. 7.2.
Speed parameters include--
Starting speed
----The starting and stop speed of system in X axis and Y axis in mm/min or inch/min. Refer to Control Parameters
for more.
Adjustment time
----The time required for the system to accelerate from starting speed to maximum speed limit, in seconds.
Uniform acceleration time
---- In the process of acceleration/deceleration, the time needed for linear acceleration, which is usually
little bit smaller than the adjustment time by one tenth approximately.
Maximum speed limit
----The top speed of running system in manual control mode and in execution of G00 command, in
mm/min. or inch/min.
Machining speed limit
-----The top machining speed in flame/plasma machining operation, in mm/min. or inch/min.
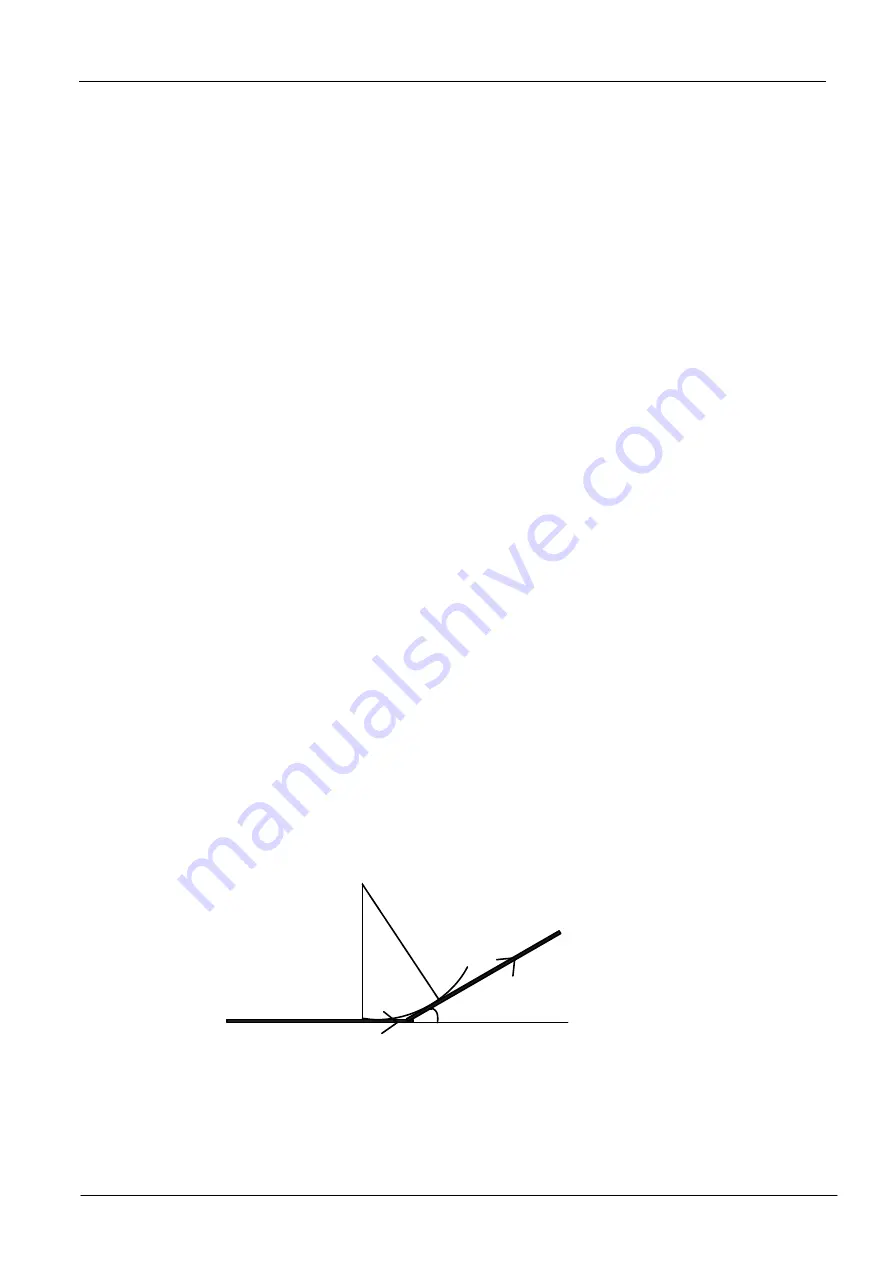
Conversion angle of corner speed
----- When the running direction changes between program segments and changing angle
exceeds this angle, the system will decelerate to the starting speed around the corner. This value is normally set smaller when the
system is comparatively heavier. In addition, such considerations as machining speed and machine vibration should be taken as
well, smaller value for worse vibration.
Circular corner transitional option -----
If this option is enabled(value:1), the system will not decelerate through a circular
transition when the running direction change of system between program segments is within the conversion angle of corner speed,
as shown in the figure below.
A<
拐角速度转换角
R
拐角圆弧过渡半径
运行方向
www.collectcnc.com







































































