



























Model SH-2012AH-QG
Cutting Machine
(
C002
)
28
the measured value into the following formula:
Numerator X Actual Travel Distance
Simplify the above formula to a fraction in lowest terms.
E.,g.,
assume the electronic gear ratio is 8:1 and the theoretical travel distance is 2000mm and the actual travel distance is 2651
mm.
8 X 2651 2651
Mechanical origin ----
A special point on the machine set with proximity switch. If mechanical origin is not to be used, set it to
zero. Unit: mm(or inch)
Reference point ----
It is defined as the machining origin of program and established automatically when a program is run(G92).
Unit: mm(or inch).
Reverse backlash
----Due to reverse mechanical backlash, the system will compensate the backlash at direction
change. The backlash value is obtained by actual measurement in mm or inch.
Generally, reverse backlash is not
recommended.
Line bias----
Axial bias between scriber and cutting torch in mm or inch.
Soft positive/negative limit switch----
The system will give an alarm when program coordinate exceeds the set soft
positive/negative limit. If it will not be used, the parameter should be set higher than actual values in mm or inch.
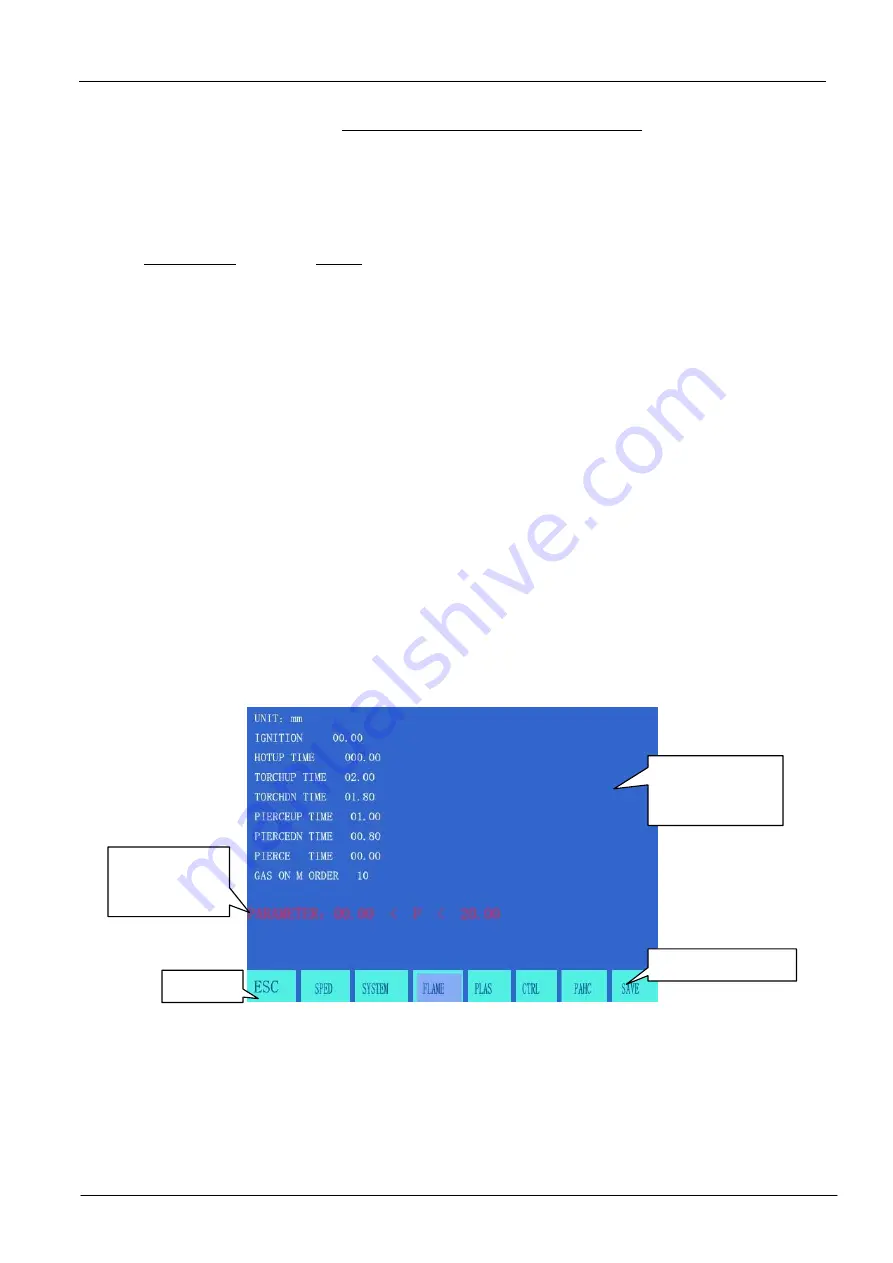
7.3. Flame Cutting Parameters
In the SETUP submenu, press [F3] key to enter flame parameters setting window, as shown in Fig. 7.4.
Ignition delay
——
It is the time delay when turn on the high voltage ignition switch if M20 is executed in flame cutting operation.
Preheating delay
——
It is the preheating time for piercing operation in second. If the preheating time is insufficient, it will be prolonged
to 150 seconds automatically by pressing [PAUSE] key. If preheating is done in the midway, press [START] key to abort the time delay.
The new preheating time will be automatically saved in the parameter of preheating delay.
Lifting delay of cutting torch
——
The time delay when M70 command is executed in second. Refer to 6.4 for M auxiliary commands.
Lowering delay of cutting torch
——
The time delay when M71 command is executed, in second. Refer to 6.4 for M
Denominator X Theoretical Travel Distance
1
X
2000
250
=
Fig. 7.4 Flame parameters setting
SETUP main menu
Parameters
display zone
ESC key
Parameter
setting range
www.collectcnc.com







































































