





























®
22/38
CybTouch 8 P User Manual
S
ep
.
2019
V2.1
n
aMinG
T
oolS
It is recommended that you use naming conventions for your tools.
Below you will find a simple convention allowing you to precisely identify a punch or die
through its name.
Of course, depending on your needs you may need to create more rules for punch and die
naming.
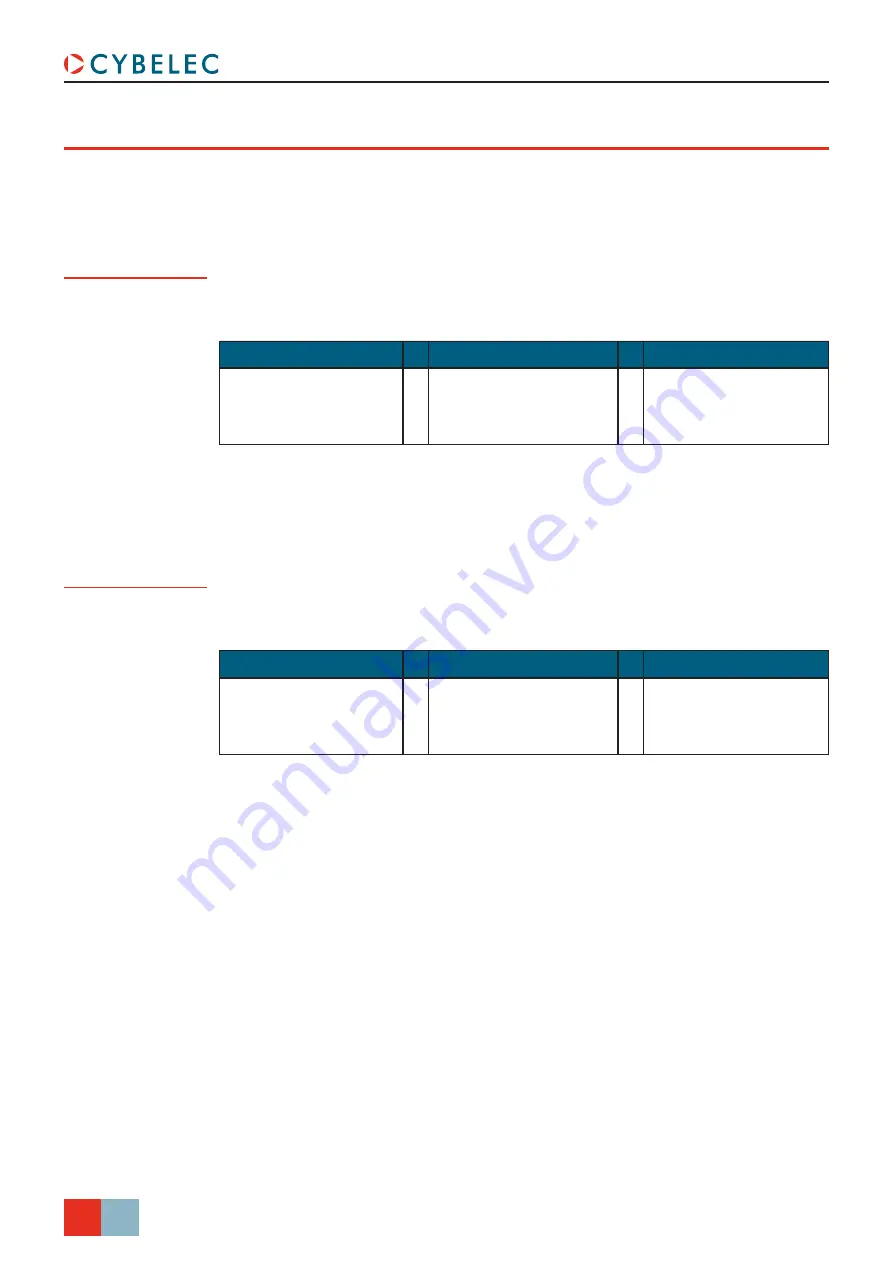
Punches
Dies
The name of the punch should be built in the following manner: first its angle, followed by
its type, and then whether it is inverted or not.
The name of the die should be built in pretty much the same manner: first its width (Ve
dimension), followed by its angle, and then whether it is inverted or not.
Following these rules, here are some examples of punch names:
90_N_i
,
60_G
,
30_S
,
and so on, and so forth.
Following these rules, here are some examples of die names:
12_86_i
,
16_86
,
20_30
,
and so on, and so forth.
p
unch
anGle
(°)
p
unch
Type
i
nverTed
or
noT
30
60
90
_
N
= Normal
S
= Straight
G
= Gooseneck
_
i
= If inverted
v
e
(
mm
)
d
ie
anGle
(°)
i
nverTed
or
noT
12
16
20
_
30
86
_
i
= If inverted







































































