























D
4. KONSTRUKTION DE
S GERÄTES
Die kleine und kompakte Konstruktion macht die Geräte sehr mobil für den Einsatz in kleinen Räumen
unter schwierigen Bediengungen.
Unter dem Deckel befinden sich die Drahtrolle (max. 5 kg) und das Vorschubmechanismus mit direkt
angeschlossenem Schweisskabel bzw. Schlauchpaket. Für Die Gasflasche (max 10 l) ist ein Platz auf
verlängtem Boden vorgesehen. Die Flasche ist mit beiliegender Kette auf der Rückseite zu befestigen.
Hierneben befindet
sich auch das Ventil für den Gasanschluss.
4.1. Anhang: Schweissgerät zum Schweissen mit Fülldraht
Das Schweissgerät Varmig 1905c/1600/1600c
ist in kompakter Ausführung, kleinerer Dimensionen mit
grosser Mobilität und zur Arbeit in gut belufteten Räumen geeignet (schweissen Sie niemals mit Fülldraht
in kleinen, schlecht belufteten Räumen). Die Drahtspule und der Drahtvorschubmechanismus sind im
Gehäuse montiert. Der Brenner ist zum Schweissen mit Fülldraht angepasst.
5.
AUSFÜHRUNG DES GERÄTES
5.1.Das
Gehäuse
Das Gehäuse ist aus hochqualitätem Stahl gemacht und modern geformt, so dass der Deckel
Problemloss zu öffnen ist, was den leichten auswächsel der Drahtrolle ermöglicht.
5.2. Der Transformator
Isolationsklasse H. Primär- und Sekundärwicklung sind galwanisch getrennt.
5.3. Gleichrichter
Ist aus Einpressdioden und Kühlkörper gemacht. Dient zur Gleichrichtung des Schweisstromes.
5.4. Drossel
Verbessert die Schweissdynamik bedeutend.
5.5. Steuerplatine
Reguliert die Drahtvorschubgeschwiendigkeit.
5.6.Drahtvorschubmechanismus mit Motor
Für den Drahtvorschub eingesetzt. Der entsprechende Druck der Vorschubrollen auf den Draht wird
durch drehen der Einstellmutter gestellt. Für verschiedene Drahtdurchmesser sollen ensprechende
Vorschubrollen verwendet.
5.7. Elektromagnetisches Gasventil
Das Ventil ermöglicht den Gaszufur. Die entsprechende Gasmenge wird mit dem Druckminderer
eingestellt. Wenn alles gut eingestellt ist, ist den Gasausgang aus dem Brenner zu hören.
5.8. Bedienungselemente
Ein/Aus Schalter
Wahlschalter (getrennt von Ein/Aus Schaslter
– nur bei VARMIG 1905c Profimig)
Potentiometer zur Einstellung der Drahtgeschwindigkeit
Anschlusskabel
Massekabel mit Klemme
Schlauchpaket mit Brenner
Gasdruckminderer
6. VORBEREITUNG DE
S GERÄTS ZUM SCHWEISSEN
6.1. Netzanschluss
Die VARMIG 1600c:
Schutzgasschweissgeräte mit Anschlusskabel und Standardstecker für 230V / 50Hz
und können an jede Steckdose mit Schutzkontakten, deren Stromleitung vorgeschriebener Grösse ist,
angeschlossen werden. VARMIG 1905c kann sowohl an 230, als auch an 400 V Netzspannung
angeschlossen sein.
Beim Anschluss an 230 V Netzspannung den angelegten Adapter benutzen!
Bei jedem Anschluss muss der Schalter in Position "0" sein.
VORSICHT:
Der Schweissbrenner und Masseklemme sind direkt mit dem
energetischen Teil verbunden. Vor dem Anschluss des Gerätes an die Netzspannung
muss man darauf achten, dass die Klemme nicht an Schweissbrenner
kurzgeschlossen ist!
6.2. Drahtrolle
– bis max. 5kg
Die Drahtolle auf den Tr
äger anlegen. Bei der Montage auf die richtige Abwicklungsrichtung aufmerksam
sein.
6.3. Einführung des Drahtes
Um alle Probleme, die bei der Einführung vorkommen könnten zu umgehen, soll man den Draht bei der
Einführung abbiegen. Die Feder mit Drehen der Schraube nachlassen und die Vorschubrolle von der
Druckrolle trennen. Überprüfen, ob die asgewählte Vorschubrolle den Drahtdurchmessewr entspricht,
wenn nich, die Vorschubrolle umdrehen. Den Draht dann durch diese zwei Rollen in die Führungsseele
des Schweispaketes einführen. Die Vorschubrolle an Druckeolle drücken und die Schraube eindrehen
bzw. nachziehen bis der Draht dzwischen den Rollen nicht mehr schleift.
6.4.Gasflasche
Kleine Gasflasche (10 kg) auf den Boden des Gerätes stellen und mit der Kette befestigen.Die
Abdeckkappe entfernen und den Druckminderer an die Flasche befestigen, dass das Gas nicht entweicht.
Den Schlauch an den Anschluss befestigen und die Verbindung mit Muffe sichern.
6.4.1. Anhang
– Schweissen mit Fülldraht
Anst
elle der Gasflasche mit Schutzgas, die beim Schweissen mit Fülldraht nicht benutzt wird,
ist ein entsprechender Zusatzmaterial (Fülldraht) notwendig, und ein entsprechender Brenner
zum Schweissen mit Fülldraht, z.Bp. Brenner RV 13/2m P.
7. DAS SCHWEISSEN
Das Gerät stellt man auf den Arbeitsplatz und zwar so, dass die Luft gut kreisen kann und somit auch die
Kühlung des Gerätes ermöglicht ist. Das Massekabel mit der Klemme wird ans Werkstück mit sauberer,
unoxidierter Oberfläche geklemmt. Mit Bezug auf das Material und die Werkstückdicke wird der
entsprechende Drahtdurchmesser gewählt (0,6 – 0,8 mm). Nach dem Drehen des Schalters ist das
Schweissgerät eingeschaltet und zum Schweissen bereit. Mit dem Potentiometer wird die entsprechende
Drahtgeschwindigke
it gewählt.
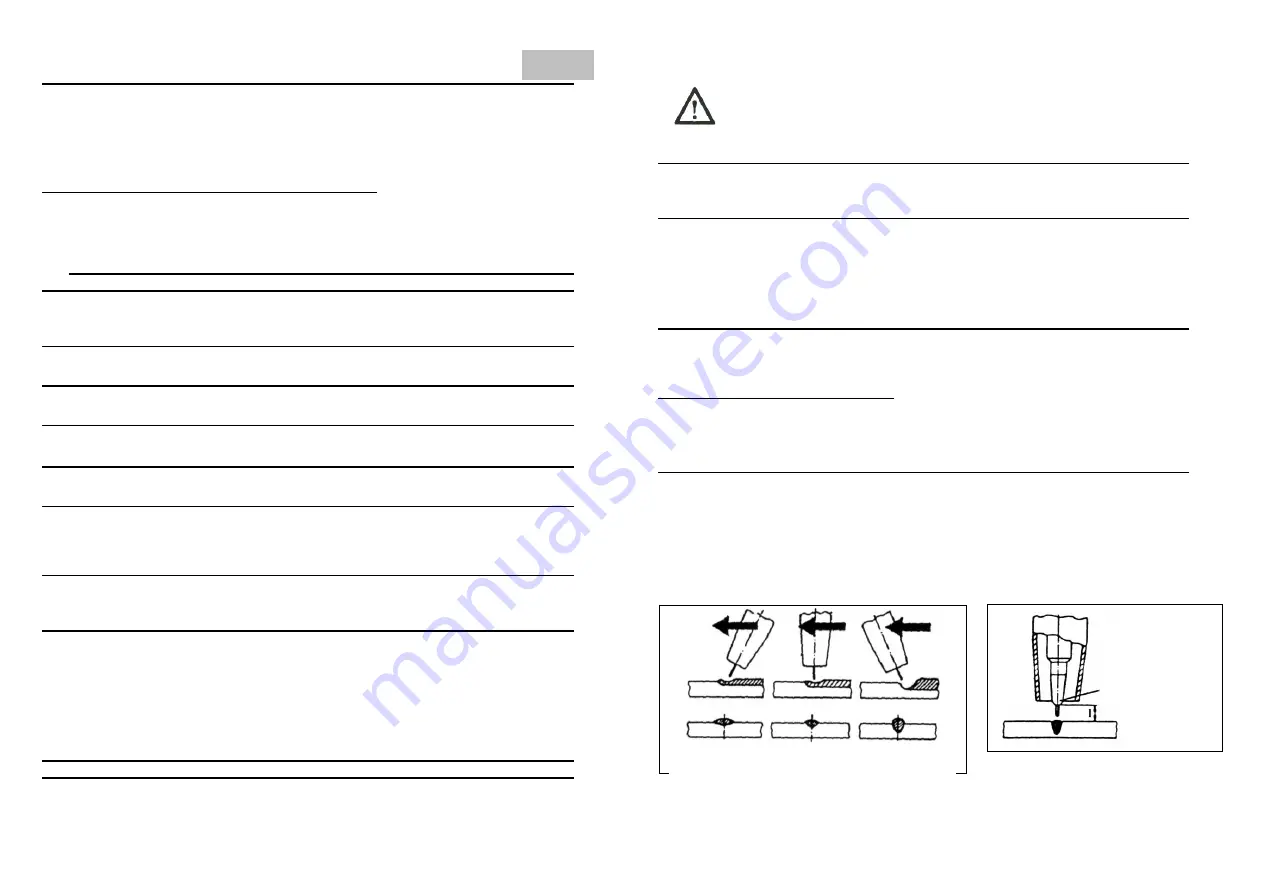
Die Führung des Brenners beinflusst die Schweissnahtqualität sehr. Das ist aus dem Bild unten
ersichtlich. Der Abstand zwischendem Draht und dem Werkstück muss konstant sein. Die Empfohlene
Distanz für Stahlbleche ist 5-10 mm und für Aluminium 20 mm.
KONTAKT
DÜSE
PUSH RECHTECK PULL
POSITION POSITION POSITION







































































