

















– 1 –
Note 1: The contents of this instruction manual are subject to change without prior notice.
2: We do our best not to have any misprint or error in this manual. However, when we do
have them, we are not responsible for any problems or consequences arisen from them.
3: We prohibit whole or a part of this manual to be copied without permission.
1.
Specifications
Torch MWP-18 is for automatic TIG welding, thus used for welding with AC (a high-frequency
superimposition) or DC (Mainly a negative electrode).
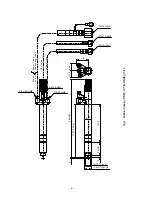
Specifications are described in Table 1.
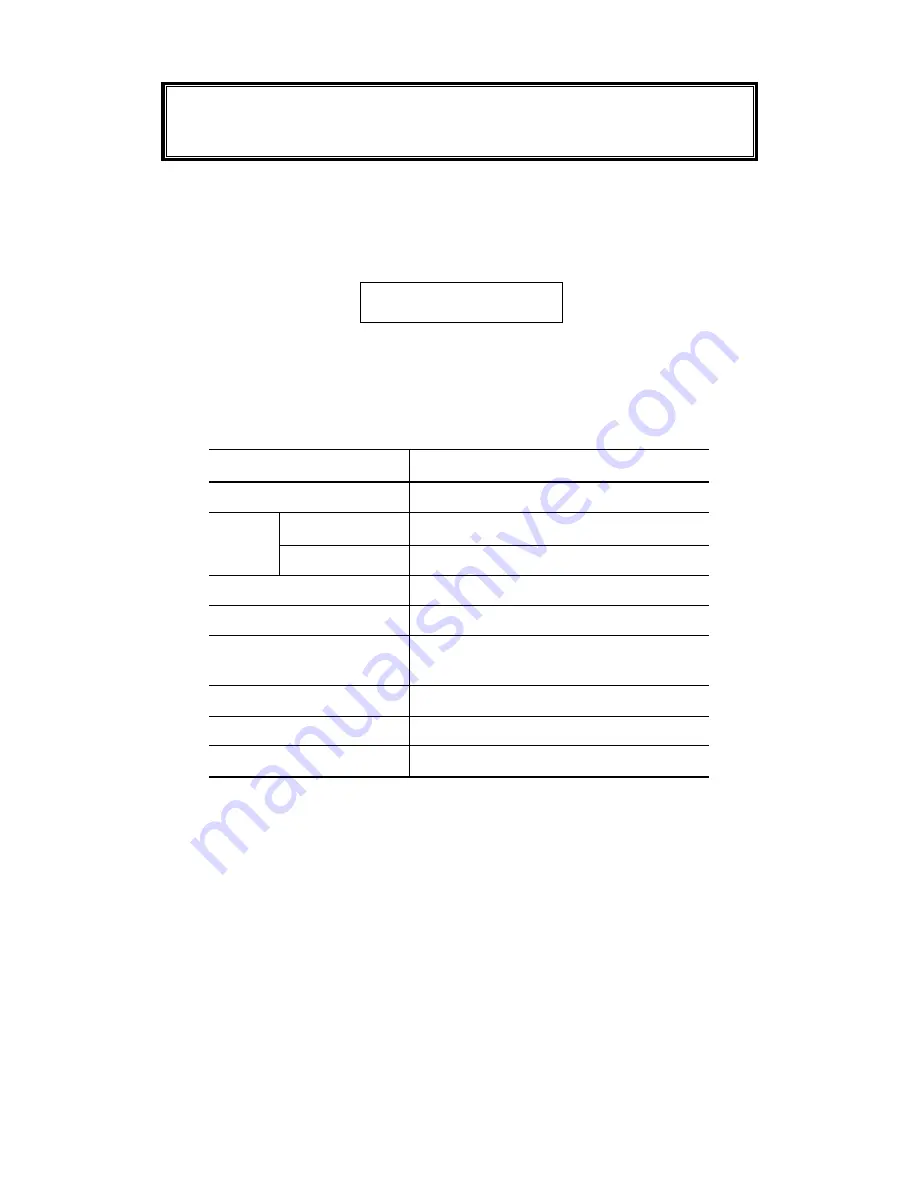
Table 1 Specifications (See Figure 1)
Type MWP-18
Welding method
TIG welding
DC (positive
electrode)
300A
Max.
applicable
current
AC 260A
Rated duty cycle
100%
Electrode in use
(
φ
1.0) (
φ
1.6) (
φ
2.4)
φ
3.2
Materials of electrode
Ceriated tungsten
(Thoriated tungsten, pure tungsten)
Cooling method
Water cooling
Torch shape
Pencil shape
Cable length
6 m
Note: Options need to be purchased for the electrode sizes in parenthesis.
This instruction manual describes the operation and maintenance of TIG Welding Torch
MWP-18. Read and understand the entire contents of this manual before use to be able
to handle the torch properly. Before operating the torch, be sure to read OPERATION.
Operation







































































