





























S
ETTING
I
NTERNAL
F
UNCTIONS
W
ELDING
C
ONDITION
C
HAPTER
6
104
6.7.2.44 F59: Reserved
Used in connection with the automatic machines of other manufacturers.
6.7.2.45 F60: Pulse peak current fine adjustment
This function allows fine adjustment of the standard pulse peak current; by setting the adjustment value, finely adjusted
pulse peak current can be obtained.
Moreover, in the pulse condition of the wave pulse welding at HIGH side, fine adjustment is available to the standard
pulse peak current at HIGH side by setting the adjustment value.
Example of current waveform of wave pulse welding (
F65: L-base current fine adjustment)
Set the adjustment value in the range of -150 to 150 A.
<Fine adjustment of unit pulse condition>
The unit pulse conditions (such as pulse peak current, pulse peak time, and base current) at pulse welding are properly
set according to welding process or wire diameter.
Using internal functions F60 to F65 enables change on the unit pulse conditions according to the wire type or welding style.
•
Fine adjustment value display/Absolute value display in unit pulse condition
During the setting of internal functions F60 to F65, pressing the DISPLAY CHANGE key enables switching the display
of fine adjustment value/absolute values. The LED of DISPLAY CHANGE key gives information which value is
currently displayed.
–
When LED is OFF: Fine adjustment value is displayed (Adjusted value is displayed on the left digital meter))
–
When LED is ON: Absolute value is displayed (Values adjusted from the standard value is displayed on the left
digital meter))
•
For optimum fine adjustment:
For fine adjustment of unit pulse condition, first adjust the pulse peak time.
–
When large droplet and unstable arc (droplet transfer) occurs, adjust to a longer pulse peak time.
–
Adjust to a shorter pulse peak time when tip of wire becomes sharp and extremely strong arc occurs.
For more improvement, adjust the pulse peak current following the same steps as pulse peak time adjustment.
T I P S
• Maximum pulse peak current which can be output varies depending on the type (capability) of
welding power source or arc load.
• When the pulse peak current finely adjusted exceeds the maximum pulse peak current, the preset
pulse peak current is not output.
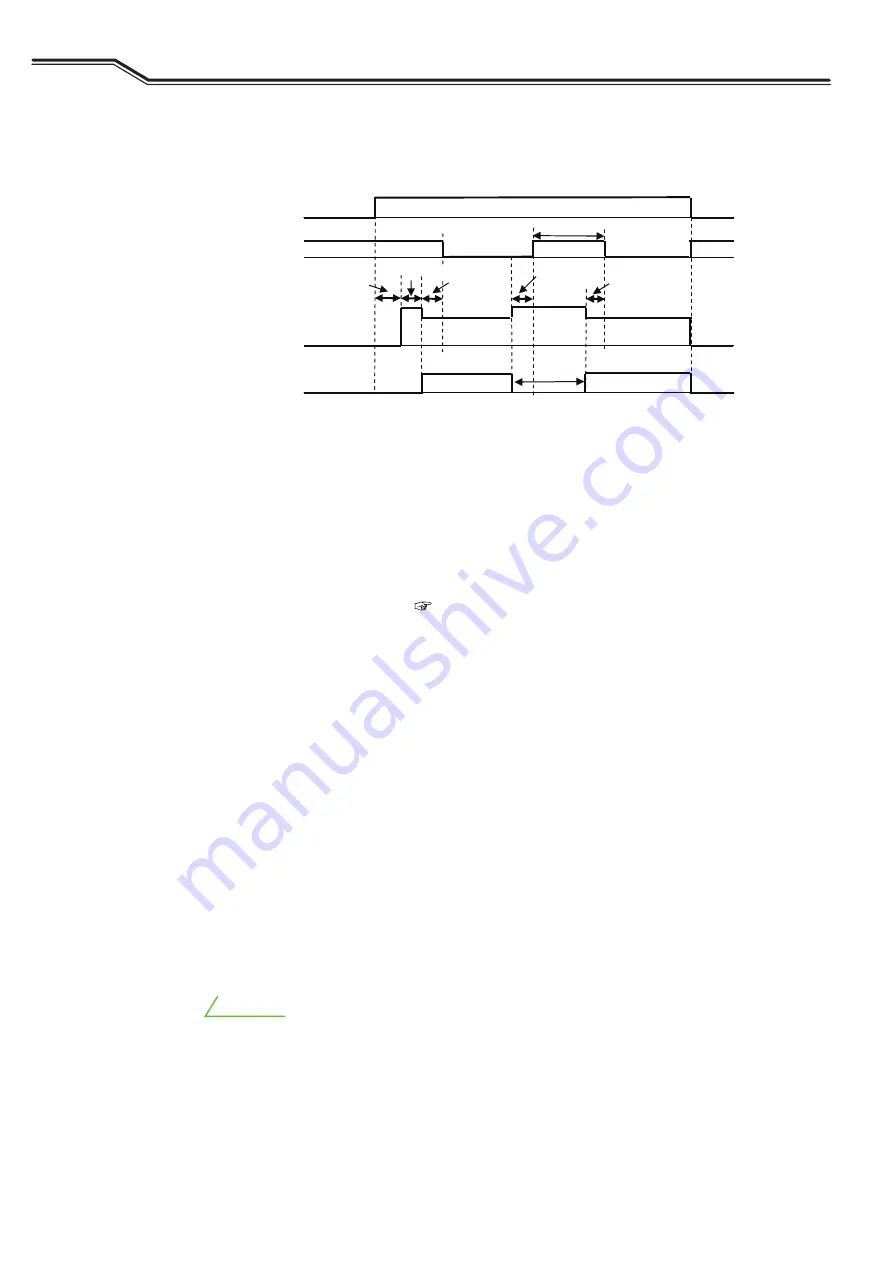
During the anti-stick period, regardless of the function value, WCR output OFF delay time (approx. 0.02 seconds) for anti-stick must be set.
The timing chart of WCR output ON delay and WCR output OFF delay is shown below.
ON
Torch switch
Welding voltage
Welding current
Pre flow time
OFF
WCR output terminal
WCR output
ON delay
time
WCR output
OFF delay
time
WCR output ON
delay time
Arc extinction
Closed
Open
Closed
Open
Open
No-load voltage
OFF







































































