





























S
ETTING
I
NTERNAL
F
UNCTIONS
W
ELDING
C
ONDITION
C
HAPTER
6
108
6.7.2.62 F80: Switching of CAN communication speed
Set the connection speed of the CAN connection.
Set to "0" to use the Digital panel, Digital pull torch, Digital middle feeder and Intelli torch.
This function is effective when any one of "0" (Semi-auto mode), "1" (Automatic machine 1 mode), and "2" (Automatic
machine 2 mode) is selected for F4 (Auto/Semi-auto mode).
6.7.2.63 F81: Torch switch setting with TIG mode
Even if DC TIG is selected as welding process, operating the torch switch of the torch connected to the wire feeder can start
or end welding. Normally, in DC TIG, torch detective voltage is always applied to the torch electrode, and then, arc starts
when the electrode touches the base metal. However, when this function is ON, torch control is enabled.
•
[ON]: Operating the torch switch can control the welding start and end. Setting of welding sequence including sealed
gas flowing (Pre-flow, Start Condition, Crater condition, Post-flow) is also enabled. In addition, functions such as "Gas
valve", "Start" of external input terminal can be also used. (
6.7.2.22 F29 to F32: External input terminal setting)
•
[OFF]: disables the function.
6.7.2.64 F82: Arc stabilization for DC pulse welding
If welding is done with the output cable extended or bent, welding may become unstable (e.g., arc becomes unstable, wire
plunges into base metal). Adjustment of this parameter may stabilize the welding.
•
Setting range of the value: 0 to 30.
Increase the adjustment value if the length of the extended cable is long or when the cable is turned several times.
The following is a rough indication of the adjustment value (according to the number of turns of the cable) when the length
of the extended cable is 30 m.
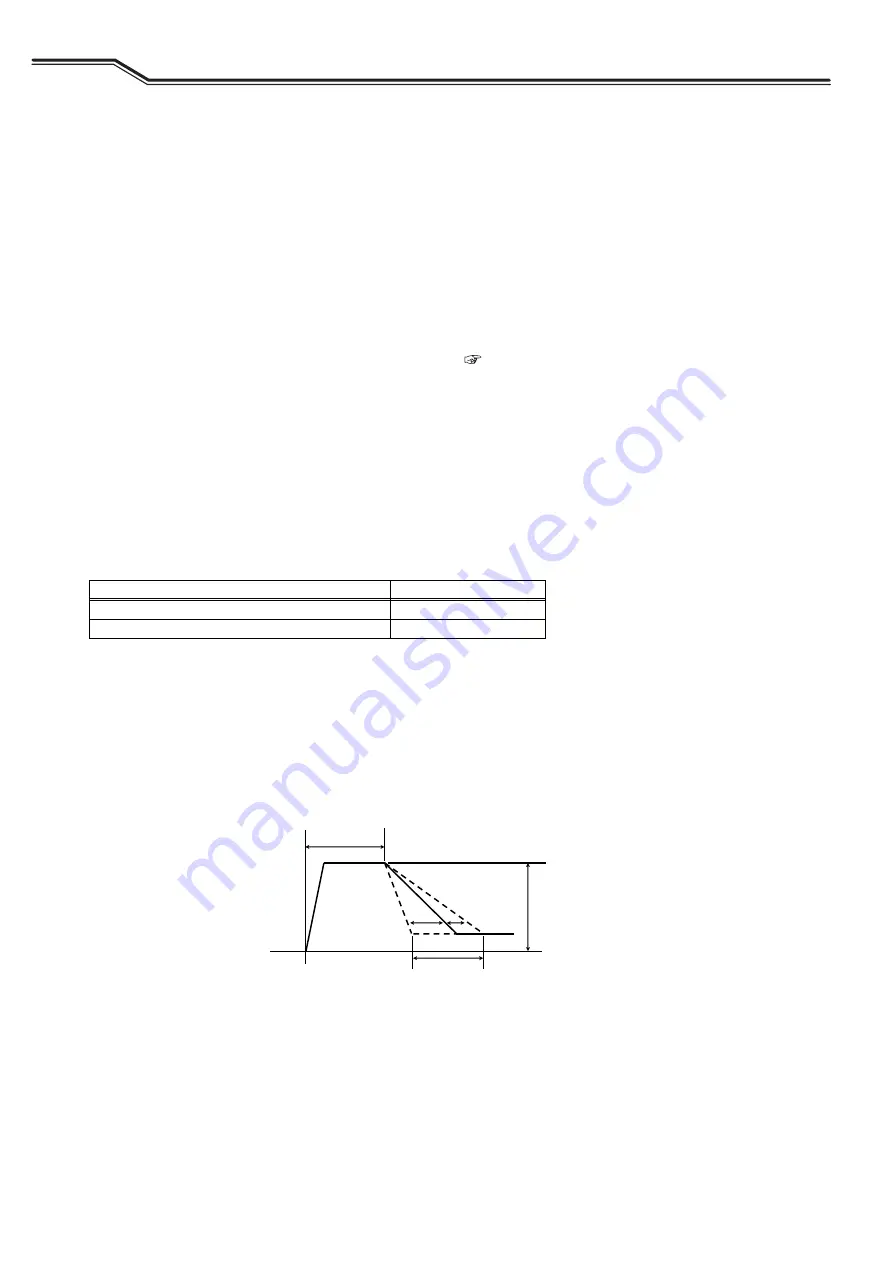
6.7.2.65 F83: Adjustment of Arc length after arc start
Adjusts the arc length right after starting the welding operation.
The arc length, right after starting the welding operation, will automatically be set to an adequate value according to the
set welding JOB. If wire burning is not adequate at the start of the welding operation, carry out the arc length adjustment
right after starting.
For more intense burning, increase the value of arc length adjustment right after starting.
For less intense burning, reduce the value of arc length adjustment right after starting.
•
Setting range of the value: -20 to 10.
Cable length and turn count
Setting
30 m, 6 turns,
Φ
60 cm
2
30 m, 9 turns,
Φ
60 cm
7
Time
(F14)
Current
Starting
current
(F15)
Arc length adjustment (F83)
㸩
adjust
㸫
adjust







































































