





















Installation manual
7
ERQ100~140A7V1B
Inverter condensing unit
4PW51321-1
8.1.
Cautions for brazing
■
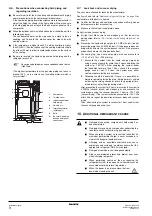
Be sure to carry out a nitrogen blow when brazing.
Brazing without carrying out nitrogen replacement or releasing
nitrogen into the piping will create large quantities of oxidized
film on the inside of the pipes, adversely affecting valves and
compressors in the refrigerating system and preventing normal
operation.
■
When brazing while inserting nitrogen into the piping, nitrogen
must be set to 0.02 MPa with a pressure-reducing valve (=just
enough so that it can be felt on the skin).
8.2.
Cautions for flare connection
■
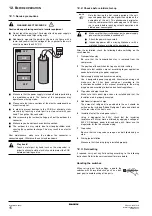
See the following table for flare part machining dimensions.
■
When connecting the flare nut, coat the flare inner surface with
ether oil or ester oil and initially tighten 3 or 4 turns by hand
before tightening firmly.
■
When loosening a flare nut, always use two wrenches in
combination. When connecting the piping, always use a spanner
and torque wrench in combination to tighten the flare nut.
■
See the following table for tightening torque.
(Applying too much torque may cause the flares to crack.)
■
After all the piping has been connected, use nitrogen to perform
a gas leak check.
9.
R
EFRIGERANT
PIPING
■
Field pipes can be installed in four directions.
Figure - Field pipes in four directions
When connecting the piping in the lateral direction (on the rear),
remove the piping cover (rear) in reference to
■
To install the connecting pipe to the unit in a downward direction,
make a knockout hole by penetrating the center area around the
knockout hole using a Ø6 mm drill.
■
Cutting out the two slits makes it possible to install as shown in
(Use a metal saw to cut out the slits.)
■
After knocking out the knock-out, it is recommended to apply
repair paint to the edge and the surrounding end surfaces to
prevent rusting.
1
Refrigerant piping
2
Part to be brazed
3
Taping
4
Hands valve
5
Pressure-reducing valve
6
Nitrogen
Pipe size
Tightening
torque (N•m)
A (mm)
Flare shape
Ø9.5
33~39 N•m
12.8~13.2
Ø15.9
63~75 N•m
19.3~19.7
Ø19.1
98~110 N•m
12.3~23.7
1
2
3
4
5
6
6
12 3
4
1
Piping union
2
Spanner
3
Flare nut
4
Torque wrench
R=0.4~0.8
45
±
2
90
±
2
A
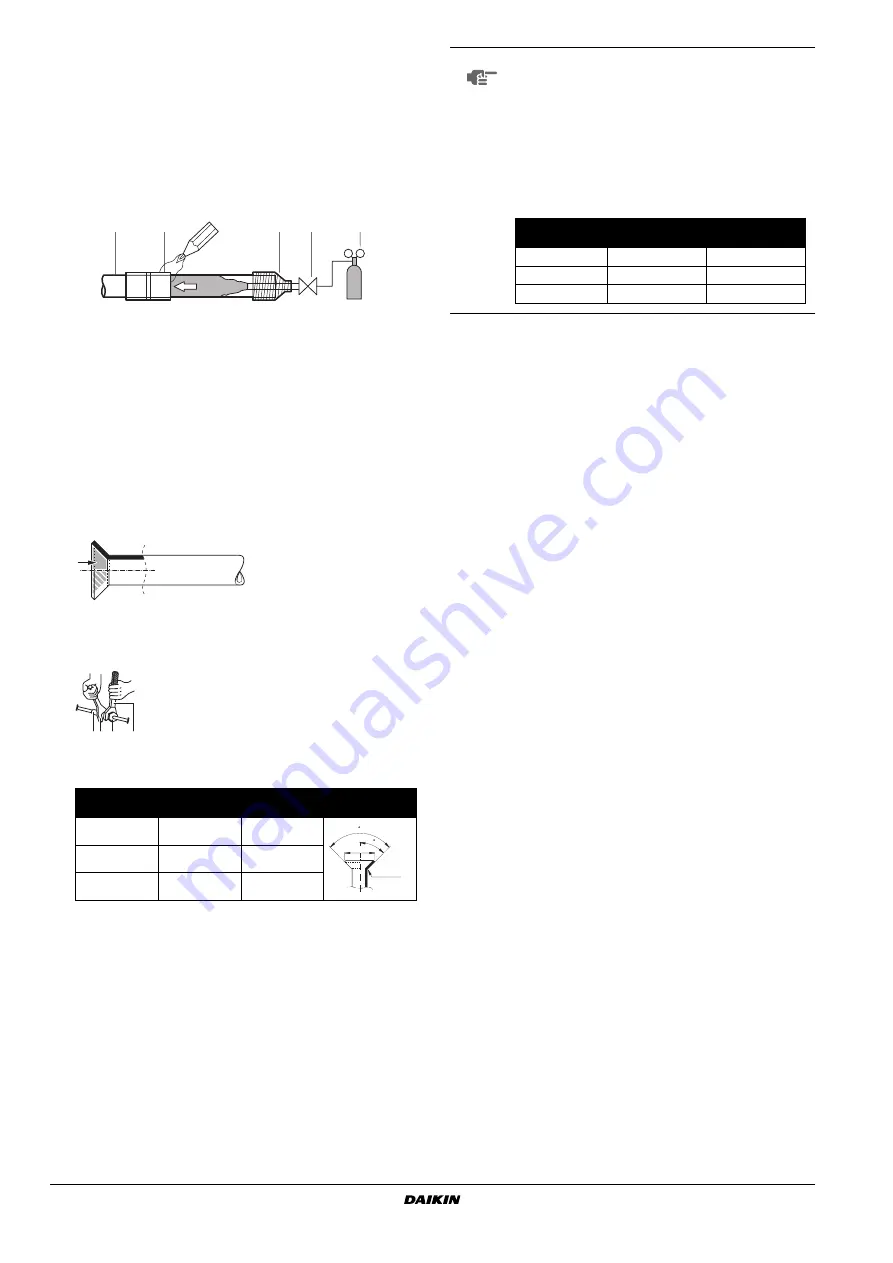
NOTE
You must use a torque wrench but if you are obliged to
install the unit without a torque wrench, you may follow
the installation method mentioned below.
After the work is finished, make sure to check that
there is no gas leak.
When you keep on tightening the flare nut with a
spanner, there is a point where the tightening torque
suddenly increases. From that position, further tighten
the flare nut within the angle shown below:
1
Drill
2
Center area around knockout hole
3
Knockout hole
4
Slit
5
Connecting pipe liquid (field supply)
6
Bottom frame
7
Front plate
8
Pipe outlet plate
9
Screw front plate
10
Pipe outlet plate screw
11
Connecting pipe gas (field supply, except ERQ250)
A
Forward
B
Backward
C
Sideways
D
Downward
1
Piping cover (rear)
Pipe size
Further tightening
angle
Recommended
arm length of tool
Ø9.5 (3/8")
60~90°
±200 mm
Ø15.9 (5/8")
30~60°
±300 mm
Ø19.1 (5/8")
20~35°
±450 mm







































































