




























- 19 -
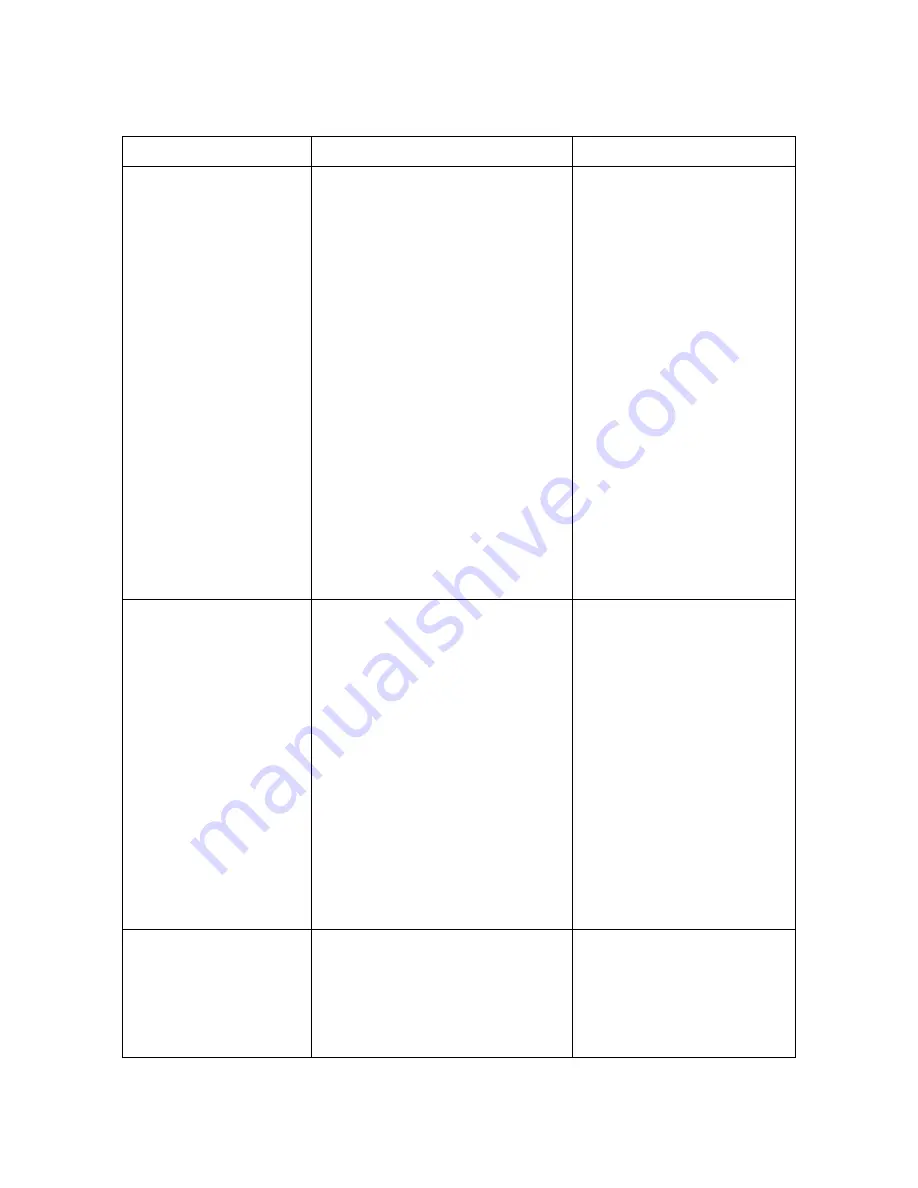
11. TROUBLE SHOOTING
Symptom
Possible Cause(s)
Corrective Action
Excessive Blade
Breakage
1. Materials loosen in vise.
2. Incorrect speed or feed
3.Blade teeth spacing too large
4. Material too coarse
5. Incorrect blade tension
6.Teeth in contact with material
before saw is started
7. Blade rubs on wheel flange
8. Miss-aligned guide bearings
9. Blade too thick
10 Cracking at weld
1. Clamp work securely
2. Adjust speed or feed
3. Replace with a small
teeth spacing blade
4. Use a blade of slow
speed and small teeth
spacing
5. Adjust to where blade just
does not slip on wheel
6. Place blade in contact
with work after motor is
starred
7. Adjust wheel alignment
8. Adjust guide bearings
9. Use thinner blade
10. Weld again, note the
weld skill.
Premature Blade
Dulling
1. Teeth too coarse
2. Too much speed
3. Inadequate feed pressure
4.Hard spots or scale on material
5. Work hardening of material.
6.Blade twist
7. Insufficient blade
8. Blade slide
1. Use finer teeth
2. Decrease speed
3. Decrease spring tension
on side of saw
4. Reduce speed, increase
feed pressure
5. Increase feed pressure by
reducing spring tension
6. Replace with a new blade,
and adjust blade tension
7. Tighten blade tension
adjustable knob
8. Tighten blade tension
Unusual Wear on
Side/Back of Blade
1. Blade guides worn.
2. Blade guide bearings not
adjust properly
3. Blade guide bearing bracket
is loose
1. Replace.
2. Adjust as per operators
manual
3. Tighten.
Summary of Contents for SE-712
Page 3: ... 2 ...
Page 22: ... 21 CIRCUIT DIAGRAM ...
Page 23: ... 22 ELECTRICAL SPECIFICATION ...
Page 24: ... 23 CIRCUIT DIAGRAM ...
Page 25: ... 24 ELECTRICAL SPECIFICATION ...
Page 26: ... 25 ...
Page 27: ... 26 ...







































































