





















7
Planetary Final Drive Service Manual
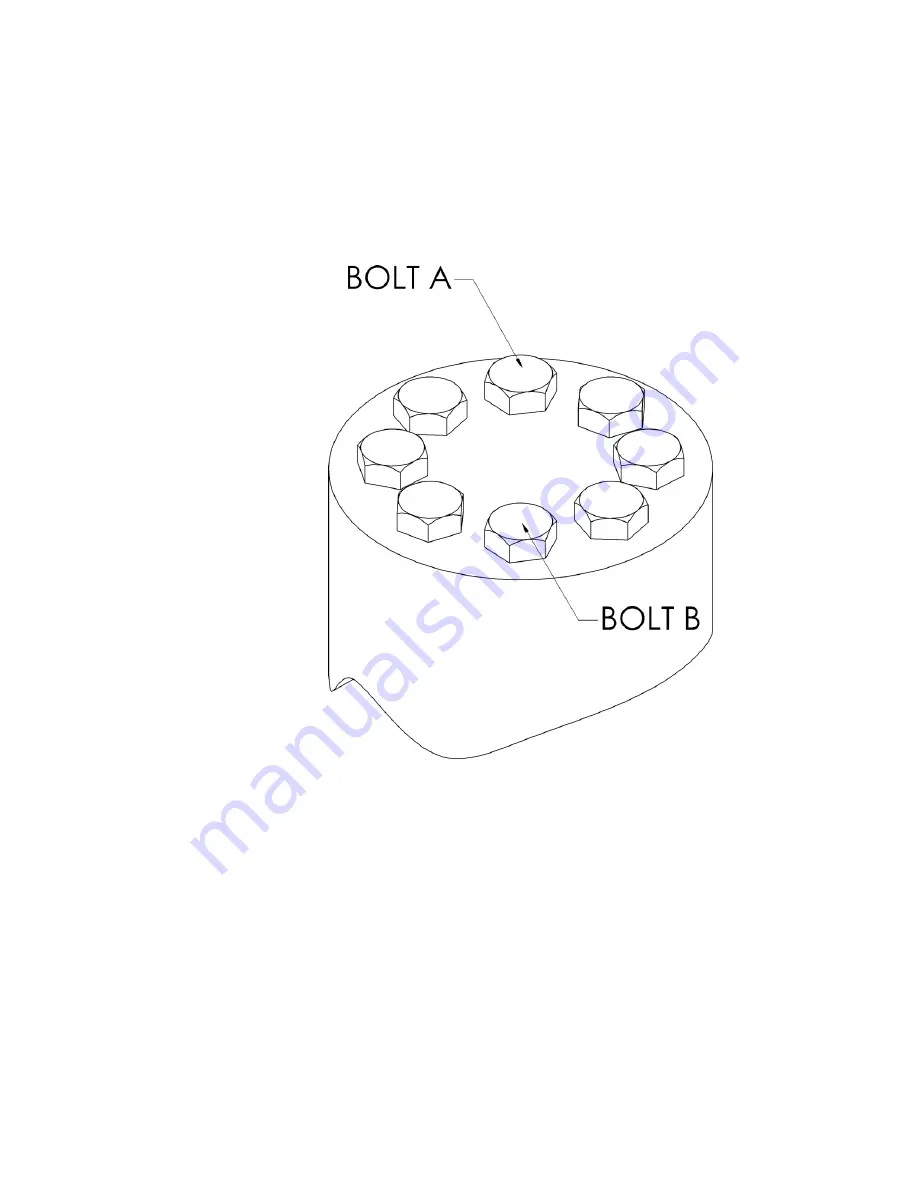
Tightening and Torquing Bolts
If an air impact wrench is used to tighten bolts, extreme care should
be taken to ensure the bolts are not tightened beyond their specified
torque. The following steps describe how to tighten and torque bolts
or socket head cap screws in a bolt circle.
1.
Tighten (but do not torque) bolt “A” until snug.
2.
Go to the opposite side of the bolt circle and tighten bolt “B” until
equally snug.
3. Crisscross around the bolt circle and tighten the remaining bolts.
4. Use a torque wrench to apply the specified torque to bolt
“A”.
5. Using the same sequence, crisscross around the bolt circle and
apply an equal torque to the remaining bolts.
Summary of Contents for Spicer Torque-Hub W3B Series
Page 1: ...1 Torque Hub Planetary Final Drive W3B W3C Series Service Manual Rev 03 07 13 ...
Page 10: ...10 THIS PAGE INTENTIONALLY LEFT BLANK ...
Page 11: ...11 DISASSEMBLY ...
Page 22: ...22 THIS PAGE INTENTIONALLY LEFT BLANK ...
Page 23: ...23 ASSEMBLY ...
Page 36: ...36 Planetary Final Drive Service Manual Assembly Drawing ...
Page 40: ...40 T122786 PLUG FOR PRESSING IN OIL SEAL ...
Page 41: ...41 T134344 SNAP RING SEATING TOOL ...
Page 42: ...42 T137970 TOOL TO PRESS IN BEARING ...
Page 43: ...43 T148905 ASSEMBLY PRESSING TOOL ...
Page 44: ...44 T155783 ASSEMBLY PRESSING TOOL ...
Page 45: ...45 T220225 LEAK TEST ADAPTER PLATE ...
Page 46: ...46 T201476 LEAK TEST ADAPTER PLATE ...
Page 47: ...47 T205660 SNAP RING ASSEMBLY TOOL ...
Page 48: ...48 T223988 ROLL TEST TOOL ...
Page 49: ...49 T223989 ROLL TEST TOOL ...
Page 50: ...50 T223990 ROLL TEST TOOL ...
Page 51: ...51 T223997 ROLL TEST TOOL ...







































































