




























9
Annex
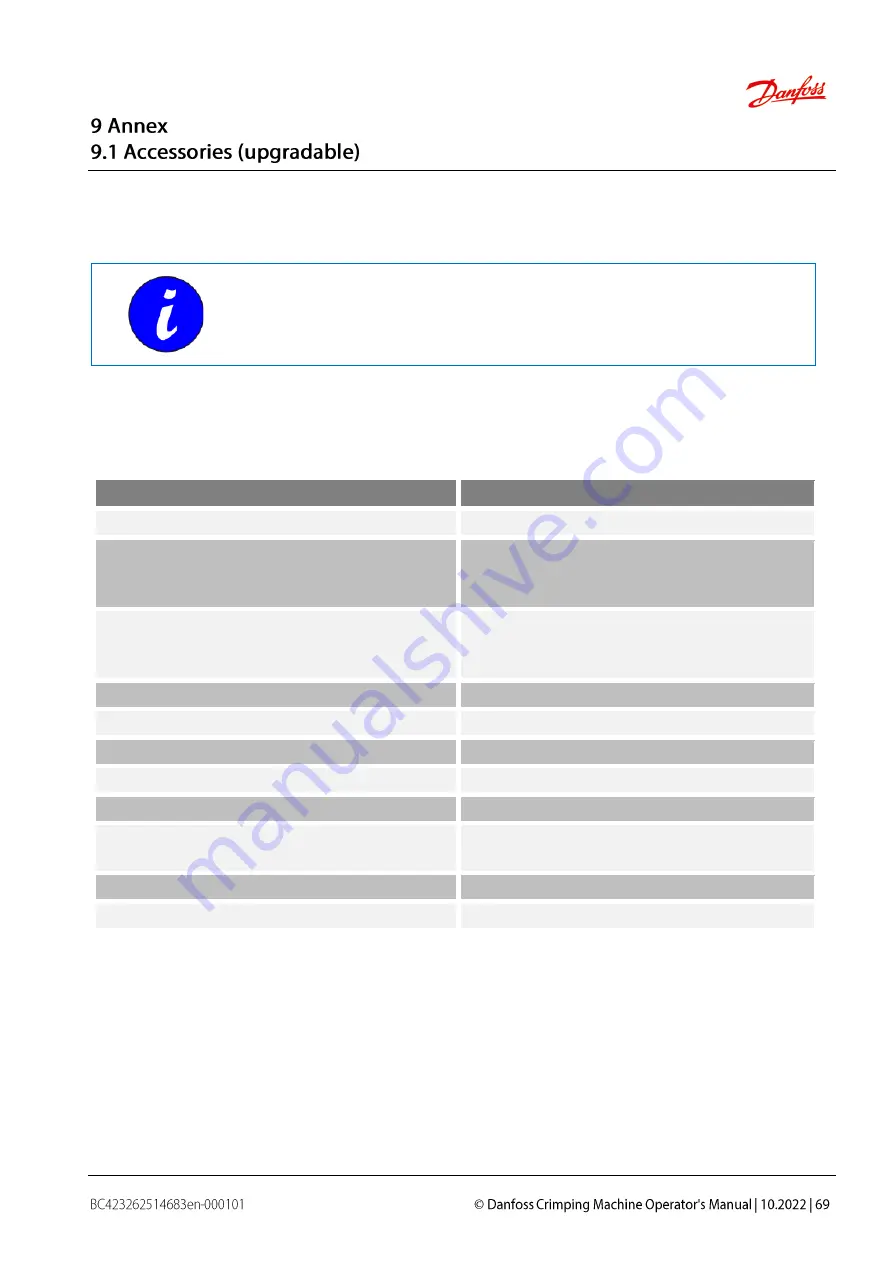
Individual machine/unit components may deviate in their features.
Please indicate the serial number of the machine for spare part or-
ders.
9.1 Accessories (upgradable)
Accessories
Article code
Quick die change system
QDC 239.5
Die deposit
QDS 239 B
QDS 239 C
QDS 239 R
TU-QDS system
QDS-S.2 double row
TU-QDS F Shelf
TU-QDS F 239 l
Depth stop
TA HM 3xx C A
Mirror
SHS 375-380
Camera set
OCS 10.3 retro
Lamp with magnetic base
LUS
Die key
239.017.4
Oil cooler
(HM3xx PFC Standard)
OC HM3xx/HM245 MVA
Crimping die system
237L/239+PTS System
Intermediate die set
237.239.2L2
Please contact our Sales department for ordering accessories.
For more control accessories, please refer to the Control C.2 / IPC
Operation Manual.
Summary of Contents for ET5070
Page 1: ......
Page 3: ......
Page 65: ......
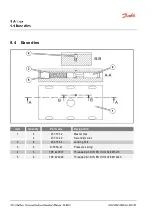
Page 82: ...Retaining bolt Crimping die profile 262 263 239 266 232 237 554 245 246 247 245 114 4 x x x...
Page 83: ...9 8 Hydraulic diagram...
Page 84: ......
Page 85: ...9 9 Electric diagram...
Page 86: ......
Page 87: ......
Page 88: ......
Page 89: ......
Page 90: ......
Page 93: ......
Page 94: ......
Page 95: ......
Page 96: ......







































































