




























Installation
Moisture obstructs the proper functioning of the
compressor and the refrigeration system.
Air and moisture reduce service life and increase
condensing pressure, and cause excessively high
discharge temperatures, which can destroy the
lubricating properties of the oil. Air and moisture
also increase the risk of acid formation, giving
rise to copper platting. All these phenomena
can cause mechanical and electrical compressor
failure.
For these reasons it’s important to perform a
vacuum dehydration on the system to remove
all residual moisture from the pipe-work after
assembly;
MLZ and MLM compressors are delivered with
< 100 ppm moisture level. The required moisture
level in the circuit after vacuum dehydration
must be < 100 ppm for systems with an MLZ and
< 300 ppm for systems with an MLM compressor.
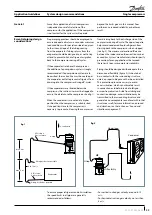
• Never use the compressor to evacuate the
system.
• Connect a vacuum pump to both the LP & HP
sides.
• Evacuate the system to a pressure of 500 μm Hg
(0.67 mbar) absolute.
• Do not use a megohmmeter nor apply power to
the compressor while it’s under vacuum as this
may cause internal damage.
Vacuum evacuation and
moisture removal
Liquid line filter driers
The proper size & type of drier is required.
Important selection criteria include the driers
water content capacity, the system refrigeration
capacity, and the system refrigerant charge.
The drier must be able to reach and maintain
a moisture level of 50 ppm end point dryness
(EPD). Danfoss recommends DCL (solid core)
driers for the MLM compressor (R22 with mineral
oil) and DML (100% molecular sieve) driers for
MLZ compressors (R404A,) with PVE oil.
For servicing of existing installations where acid
formation may be present, the Danfoss DCL solid
core filter drier containing activated alumina is
recommended.
After burn out, remove & replace the liquid
line filter drier and install a Danfoss type DAS
burnout drier of the appropriate capacity. Refer
to the DAS drier instructions and technical
information for correct use of the burnout drier
on the liquid line.
System pressure test
Always use an inert gas such as nitrogen for
pressure testing. Never use other gasses such as
oxygen, dry air or acetylene as these may form
an inflammable mixture. Do not exceed the
following pressures:
Maximum compressor test pressure (low side)
25 bar (g)
Maximum compressor test pressure (high side)
31 bar (g)
Maximum pressure difference between high and low
side of the compressor
24 bar
Pressurize the system on HP side first then LP
side to prevent rotation of the scroll. Never let
the pressure on LP side exceed the pressure on
HP side with more than 5 bar.
The system must be monitored after initial start-
up for a minimum of 60 minutes to ensure proper
operating characteristics such as:
• Proper metering device operation and desired
superheat readings
• Suction and discharge pressure are within
acceptable levels
• Correct oil level in compressor sump indicating
proper oil return
• Low foaming in sight glass and compressor
sump temperature 10 K above saturation
temperature to show that there is no
refrigerant migration taking place
• Acceptable cycling rate of compressors,
including duration of run times
• Current draw of individual compressors within
acceptable values (max operating current)
• No abnormal vibrations and noise.
Commissioning
33
FRCC.PC.035.A5.02
Application Guidelines
Single compressors







































































